Шлифование
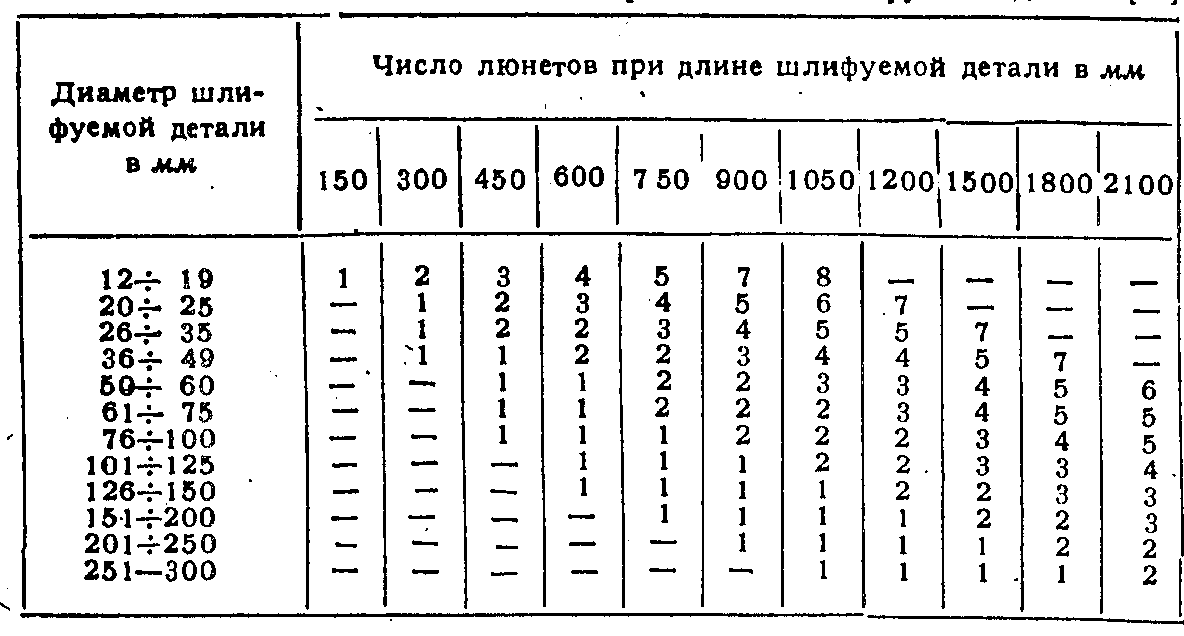
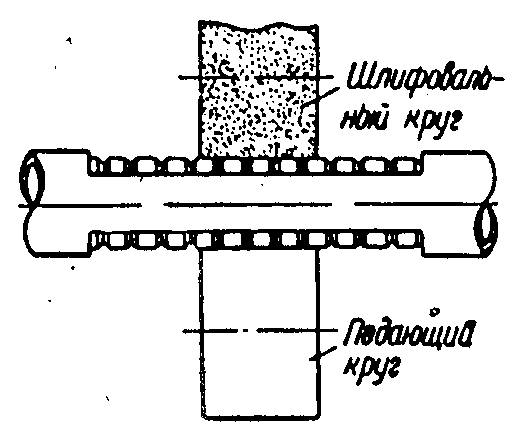
Шлифование рабочих и хвостовых частей инструмента на круглошлифовальных станках может производиться в патроне, в центрах и на оправке. При шлифовании на оправке в зависимости от диаметра и длины детали применяют один или несколько люнетов (табл. 37). Такие инструменты, как сверла с цилиндрическими хвостовиками, круглые плашки и другие гладкие цилиндрические инструменты шлифуются на бесцентровом шлифовальном станке методом продольной подачи. Методом поперечной подачи на бесцентровых шлифовальных станках шлифуются изделия с буртиками. Иногда на бесцентровых шлифовальных станках вместо опорного ножа применяют специальные приспособления. Так наружный диаметр круглых плашек шлифуется или полируется с осевой подачей, осуществляемой вдоль трубы, имеющей вырезы для шлифующего и подающего кругов (фиг. 22). Припуски и допуски на шлифование рабочих и хвостовых частей приведены в табл. 25-31.
Таблица 37.
Число люнетов в зависимости от диаметра и длины шлифуемой детали (27)
|
Фиг.22. Шлифование круглых плашек на бесцентровом шлифовальном станке.
|
Конические поверхности инструментов (хвостовики, режущие части протяжек) шлифуются на простых или универсальных круглошлифовальных станках. Методом поперечной подачи шлифование конических поверхностей может осуществиться на бесцентровых шлифовальных станках. На простых круглошлифовальных станках шлифование конических поверхностей осуществляется путем уклона конуса α не превышает 7°. Шлифование крутых конусов на простых станках может осуществляться, при наличии поворотной передней бабки, в патроне путем поворота передней бабки (фиг. 23).
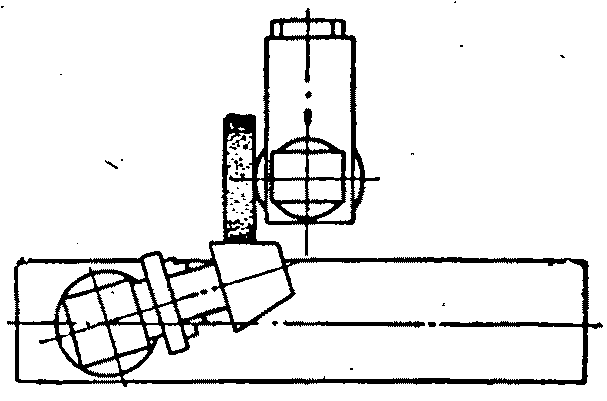
Фиг.23. Шлифование крутого конуса.
На универсальных круглошлифовальных станках конические поверхности могут шлифоваться теми же способами, что и на простых станках. Кроме этого на универсальных круглошлифовальных станках, которые имеют поворотные устройства у стола или бабки шлифовального круга, конические поверхности могут шлифоваться путем поворота стола или бабки шлифовального круга.
Формулы настройки станка при шлифовании конических поверхностей указаны в таблице 32.
Шлифование торцовых плоскостей
инструмента осуществляется на
плоскошлифовальных, круглошлифовальных
и внутришлифовальных станках.
Предварительная обработка торцов
некоторых инструментов, например,
круглых плашек, и узких насадных
инструментов, может производиться на
плоскошлифовальном станке торцом круга.
При чистовом же шлифовании для сохранения
перпендикулярности оси отверстия и
торцов обработку отверстия и одного
торца проводят с одной установки на
внутришлифовальном станке. Шлифование
второго торца производится на том же
станке, либо на плоскошлифовальном
станке с магнитным столом. Шлифование
обоих торцов с одной ycтaновки может
производиться - на круглошлифовальном
станке на конической (с конусностью от
![]() до
до
![]() )
оправке. Обработка на оправке обеспечивает
сохранение параллельности обоих торцов
и их перпендикулярности к оси отверстия.
)
оправке. Обработка на оправке обеспечивает
сохранение параллельности обоих торцов
и их перпендикулярности к оси отверстия.
Припуски на шлифование торцов даны в табл. 38 [11].
Таблица 38.
Припуски на шлифование и допуски на чистовую подрезку торцов у насадного инструмента

Шлифование плоскостей ведется на плоскошлифовальных станках торцом или периферией круга. Предварительное шлифование, как правило, производится торцом круга, а окончательное шлифование периферией круга. При шлифовании широких плоскостей заготовки плоского инструмента закрепляются на магнитной плите станка. При шлифовании узких плоскостей - в специальных приспособлениях.
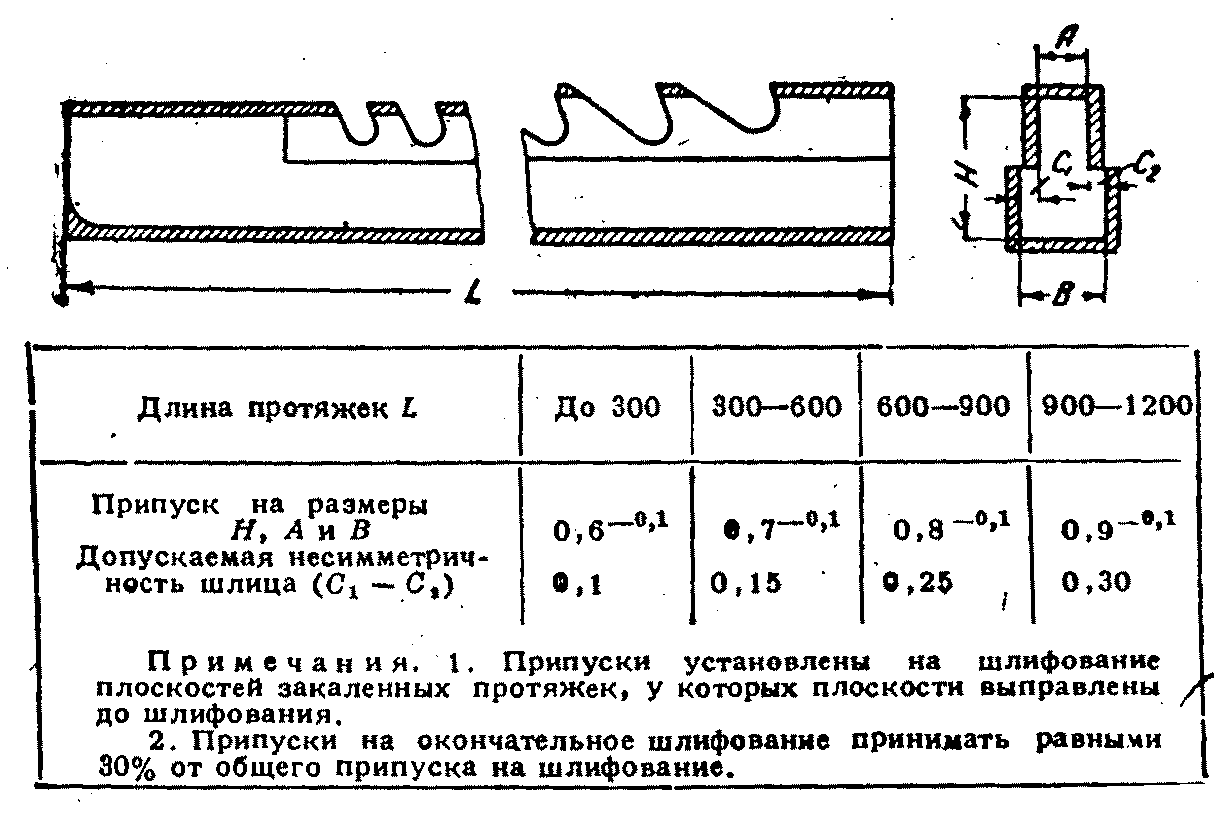
Широкие плоскости у инструментов, например, у протяжек, при общем припуске на толщину в сыром состоянии до 6 мм, шлифуются, а при припуске свыше 6мм одна сторона шлифуется до удаления черноты, вторая фрезеруется. Шлифование разделяют на предварительное и окончательное. На окончательное шлифование оставляется 80% от общего припуска на шлифование. Припуски на шлифование плоскостей шпоночных протяжек даны в табл.39.
Таблица 39.
Припуски на шлифование и допуски на фрезерование плоскостей шпоночных протяжек