Тема 3.9. Обладнання для підготовки поверхні виробів з деревини до опорядження Шліфувальні верстати
Після надання деталям правильної форми на поверхні деревини залишаються хвилі від обертового інструмента та інші нерівності, які не дають змоги здійснювати якісне опорядження. Для вирівнювання і вигладжування поверхонь деталей і зняття провисів з облицьованих щитів, а також для вирівнювання лакофарбових покриттів застосовують шліфувальні верстати різних конструкцій.
Шліфувальні верстати в технології деревооброблення виконують такі операції:
—розгладжування поверхні з доведенням її до заданої шорсткості;
—вирівнювання поверхні з доведенням її до плоского стану;
—калібрування на задану товщину.
Різальним інструментом на цих верстатах служить шліфувальна шкурка. Вони складаються з паперової або тканинної основи, на яку наклеєно дрібні абразивні зерна з матеріалу підвищеної твердості (скла, кремнію, електрокорунду тощо). У процесі шліфування шкурки працюють як мікроскопічні різці. Залежно від величини абразивних зерен шкурки розрізняють за номерами зернистості.
Розрізняють шліфувальні верстати чотирьох основних видів: вузькострічкові, широкострічкові, циліндрові та дискові.
Найпоширеніші вузькострічкові шліфувальні верстати із стрічкою шириною 80 — 350 мм, яка натягнута на двох або трьох шківах. Вони можуть бути з нерухомим і рухомим столом, вільною стрічкою і конвеєрною подачею.
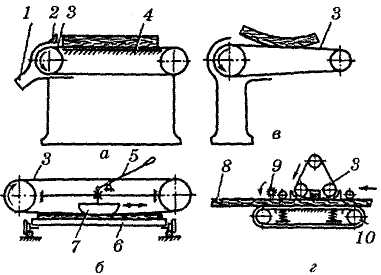
Схеми вузькострічкових шліфувальних верстатів з:
а — нерухомим столом; б — рухомим столом; в — вільною
стрічкою; г — конвеєрною подачею:1 — пилеприймач;
2 — упор; 3 — шліфувальна стрічка; 4 — стіл; 5 — держак;
6 — рухомий стіл; 7 — притискач; 8 — заготовка;
9 — щітка; 10 — конвеєр
Верстат з нерухомим столом (а) призначений для шліфування плоских деталей, вирівнювання розмірів і зачищення кутових з'єднань. Привод стрічки здійснюється від ведучого шківа, над яким закріплений пилеприймач 1 для відсмоктування пилу. Верхня крайка пилеприймача 2 служить упором для оброблюваної деталі. Другий шків — натяжний. Шліфувальна стрічка 3 зворотним боком спирається на стіл верстата 4, який покритий сукном або фетром. Верстати подібного типу можуть бути і з вертикально розміщеною стрічкою.
У верстатах з рухомим столом і контактним притискачем (б) заготовки подаються в напрямі перпендикулярно до напряму руху шкурки. Контактний притискач 7 розміщений по руху заготовки та керується держаком 5. Шліфувальна стрічка 3 натягнута між двома шківами. Робоча вітка шліфувальної стрічки пересувається над рухомим столом 6, на якому встановлена оброблювана деталь. Стіл переміщається вручну або від пневмоприводу по напрямних. Робочий бік шліфувальної стрічки притискається до оброблюваної поверхні притискачем, який може бути коротким або довгим. Довжина короткого притискача менша за довжину оброблюваної деталі, довжина довгого притискача — більша. Робота на верстатах з коротким притискачем малопродуктивна та втомлива для робітника, тому їх застосовують у малосерійному виробництві.
Довгими притискачами або притискними балками обладнані досконаліші та продуктивніші вузькострічкові шліфувальні верстати з конвеєрною подачею.
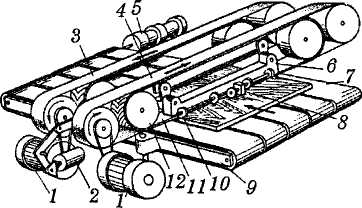
Схема шліфувального верстата з конвеєрною подачею
і довгим утюжком: 1,5 — електродвигуни; 2 — піднімальний пристрій;
3, 4 — шліфувальні стрічки; 6 — притискні вали; 7 — стрічковий конвеєр;
8 — кінцевий вимикач; 9 — стіл; 10 — ролики;
11 — протекторна стрічка; 12 — шківи
Верстат має дві вузькі шліфувальні стрічки 3 і 4, які рухаються назустріч одна одній і мають приводи від індивідуальних електродвигунів 2. Стрічки натягуються на робочих шківах за допомогою пневматичних пристроїв. Тиск у зоні контакту стрічки із заготовкою забезпечується притискними валами 6, які мають пневмопривод. Між притискачем і шліфувальною стрічкою на окремих шківах 12 натягнута протекторна стрічка 11 з глибоким рифленням, завдяки чому зменшується зношування шліфувальної стрічки, запобігається швидке її нагрівання та забивання шліфувальним пилом.
Стрічку від пилу очищають повітряними форсунками.
Деталі, які підлягають шліфуванню (зазвичай щити), подаються стрічковим конвеєром 7, який складається з транспортних стрічок, змонтованих на столі 9, і приводиться в рух від електродвигуна 5. Стіл може переміщатись по висоті. Деталь до стола притискається роликами 10.
Для запобігання зішліфовуванню перпендикулярних до напрямку подачі крайок деталей на початку і в кінці оброблення притискач має піднімальний пристрій 2 з автоматичним керуванням за командою кінцевого вимикача 8. У неробочому положенні притискач перебуває в піднятому положенні. Щит при підході до першої шліфувальної стрічки передньою крайкою натискає на контактний ролик, спрацьовує кінцевий вимикач, і притискач опускається, притискаючи стрічку до поверхні щита, яка підлягає шліфуванню. При проході заднього ребра щита ролик опускається та дає сигнал реле часу для підйому притискача до повного виходу щита з-під шліфувальної стрічки.
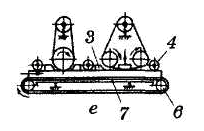
Широкострічкові шліфувальні верстати прохідного типу (г ст.2) застосовуються для оброблення площин щитових меблевих деталей і плит при їх підготовленні до опорядження. Вони високопродуктивні та дають хорошу якість і точність оброблення. Механізм подачі 10 — конвеєр, напрямок подачі заготовок — протилежний від руху шліфувальної стрічки. Робоча поверхня стрічки притискачем притискається до оброблюваної поверхні щита по всій ширині стрічки 3. Її велика довжина (2600—3800 мм) забезпечує високу стійкість і працездатність. Продуктивність широкострічкових верстатів у 10 разів вища, ніж вузько стрічкових, і в 2-3 рази вища ніж циліндрових.
Широкострічкові верстати бувають з вальцевими, притискними та комбінованими контактами.
Верстати з вальцевим контактом можуть бути одно і двобічні, з верхнім і нижнім розташуванням стрічок. Вони призначені для чорнового шліфування з вирівнюванням площини та калібрування розміру по товщині. Верстати з притискним контактом можуть лишень вигладжувати поверхню з частковим її вирівнюванням.
Комбіновані верстати поєднують обидві схеми і можуть застосовуватись для вирівнювання, калібрування та розгладжування.