


При сварке однородных металлов удельное давление можно определить (приближенно) по формуле при условии, что ширина рабочей части пуансонов вдвое превышает необходимую толщину свариваемого металла:
Значения относительной деформации при холодной сварке различных металлов толщиной до 1 мм и удельные давления для холодной сварки по замкнутому контуру некоторых металлов приведены в табл. 13.1.
Таблица 13.1
Относительная деформация и удельное давление для холодной сварки некоторых металлов
Свариваемые материалы |
Относительная деформация, % |
Удельное давление, х109 Па |
Алюминий + алюминий Медь + медь Алюминий + медь Медь + низкоуглеродистая сталь Медь + ковар |
60 80 62 80 80 |
0,17 - 0,5 1,5- 1,8 0,5 - 1,0 2,0 - 2,5 2,0 - 2,5 |
Для материалов, соединяемых холодной сваркой по замкнутому контуру, требуется, чтобы величина относительной деформации находилась в интервале 75-86 %. Давление обычно в 5-8 раз превышает предел прочности свариваемых металлов при растяжении. При одно- и двухсторонней сварках целесообразно толщину S буртиков выбирать одинаковой. Разная толщина буртиков допускается при отношении их толщин до 1,4.


Деформация свариваемых деталей при холодной сварке вызывает увеличение наружного диаметра прибора, уменьшение диаметра верхней детали баллона в околошовной зоне, увеличение высоты баллона.
Чтобы избежать деформации корпуса, применяют конструкции фланцев, держателей и баллонов с разгрузочными (компенсационными) элементами, способными в результате деформации снизить остаточные напряжения до безопасных значений.
Контактная (электроконтактная) сварка наиболее широко применяется для герметизации полупроводниковых приборов и микросхем в металлостеклянных корпусах круглой и прямоугольной формы со штырьковыми выводами, а также СВЧ-приборов в керамических корпусах. Основными ее видами являются контактная сварка по контуру и шовная (роликовая).
Контактная сварка представляет собой процесс получения неразъемного соединения материалов нагревом свариваемых кромок до пластического или расплавленного состояния с последующим их сжатием (давлением). Нагрев свариваемых деталей производится в результате выделяемой теплоты при прохождении через них электрического тока.
Электрическая энергия накапливается при заряде конденсаторов от источника постоянного напряжения (выпрямителя), а затем расходуется при их разряде, превращаясь в процессе сварки в тепловую энергию. Нагрев металла происходит при замыкании сварочной цепи. Количество выделяемой теплоты определяют по закону Джоуля-Ленца:
Из формулы видно, что количество теплоты в значительной степени зависит от силы тока в сварочной цепи. Поэтому для быстрого нагрева свариваемых кромок применяют большие токи, достигающие нескольких десятков тысяч ампер. Полное сопротивление R состоит из сопротивления деталей, сопротивления
между» электродом и деталями и сопротивления сварочного кон- такта: ,


Электрическое сопротивление прохождению тока в месте контакта свариваемых деталей особенно велико, поэтому на этом очень малом участке выделяется большое количество теплоты.
С повышением температуры металла в зоне контакта его сопротивление возрастает, следовательно, еще более увеличивается количество выделяющейся теплоты и ускоряется процесс нагрева металла. Участки контакта вначале нагреваются током неравномерно, а затем ток и температура перераспределяется между горячим и холодным металлом и нагрев выравнивается. Преимущественное тепловыделение в зоне контакта сохраняется, и между деталями корпуса появляется расплавленное ядро, которое растет в объеме, перемещается и выравнивается по составу электромагнитным полем, создаваемым сварочным током. При использовании больших сварочных токов сварку выполняют за десятые и даже сотые доли секунды.
Герметизация изделий контактной сваркой — высокопроизводительный процесс, легко поддающийся механизации и автоматизации. Режим контактной сварки характеризуется основными параметрами — током и временем его прохождения, силой сжатия и временем ее действия.
Мощность разряда, выделяемая источником питания и обеспечивающая заданную глубину проплавления по контуру, составляет от 50 до 150 кВт. Ее можно выразить через энергию, накапливаемую в конденсаторной батарее, которую регулируют изменением емкости и напряжением зарядки:
Тогда напряжение зарядки конденсаторов равно;
![]()
(13.8)
Для определения тепловых и температурных режимов пользуются часто понятием плотности тока, проходящего через контакт:
![]()
(13.9)
![]()
где
- площадь контакта свариваемых деталей.
Усилие сжатия свариваемых узлов можно определить по фор
муле
![]()
(13.10)
![]()
- удельная нагрузка (обычно 10-20 МПа).
где
Учитывая, что плотность сварочного тока должна быть очень большой, площади контакта часто уменьшают, создавая свариваемую поверхность определенного вида или придавая отбор-товкой деталям специальную наклонную конфигурацию. Сварка осуществляется в месте контакта острой кромки отбортованной одной из деталей с плоской поверхностью отбортованной другой детали, что значительно повышает качество и стабильность контактной сварки.
Контактную сварку по контуру на конденсаторных машинах по тепловому воздействию на корпус можно отнести к разряду низкотемпературных. Длительность сварочного импульса при этой сварке настолько мала (20-80 мс), что выделяемая теплота не успевает распространиться в глубь тела корпуса, а преимущественно отводится в электроды, которые обычно выполняют из меди или медных сплавов с высокой теплопроводностью.
К достоинствам контактной сварки по контуру относятся: точная дозировка энергии; хорошая воспроизводимость процесса; слабый общий нагрев свариваемых изделий вследствие кратковременности процесса сварки и резко выраженной локализации нагрева свариваемых металлов, что особенно важно при
герметизации корпусов полупроводниковых приборов и микросхем, для которых общий нагрев корпуса не допускается выше рабочей температуры прибора.
В производстве ИМС и новых типов полупроводниковых приборов все чаще применяют способы герметизации сваркой плавлением кромок соединяемых деталей (см. рис. 13.2).

Рис. 13.2. Конструкция сварного соединения при сварке плавлением: 1 - зона сварки; 2, 3 — соединяемые детали
Это объясняется особенностями конструкции ряда широко распространенных корпусов микросхем: боковым расположением выводов и наличием стеклоизолятора или керамического изолятора непосредственно под зоной герметизации или вблизи ее, что делает герметизацию сваркой давлением практически невозможной, а при герметизации пайкой требуется нагрев всей микросхемы. Наиболее распространены следующие способы герметизации сваркой плавлением: аргонно-дуговая, микроплазменная, электронно-лучевая и лазерная.
Герметизация аргонно-дуговой сваркой является одним из видов элетродуговой сварки, при которой нагрев свариваемых кромок осуществляется теплотой электрической дуги. В зону дуги подается защитная струя аргона, которая, обтекая электрическую дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха (окисления и азотирования).
Герметизация при аргонно-дуговой сварке происходит при расплавлении кромок свариваемых деталей корпуса с образованием сварочной ванны и последующей кристаллизации метал-
ла шва. Для герметизации корпусов чаще применяется аргонно-дуговая сварка неплавящимся электродом, который служит только для возбуждения и поддержания горения дуги (см. рис. 13.3). Её используют для герметизации металлостеклянных корпусов со штырьковыми выводами, периметр сварки которых превышает 50 мм, а суммарная толщина отбортованных кромок составляет 0,2-0,6 мм.
В качестве неплавящегося электрода используют прутки вольфрама, содержащие 1,5-2 % тория. Диаметр электрода для импульсного режима зависит от сварочного тока. Конец электрода должен быть заточен на конус с углом от 15 до 30°. К торцовой поверхности свариваемых кромок электрод следует располагать под углом 70°.
Для предупреждения блуждания сварочной дуги по поверхности герметизируемого корпуса используют весьма малые диаметры электродов и очень короткую (до 0,6—0,7 мм) дугу, при этом для получения стабильной глубины проплавления металла допускаемое отклонение длины дуги не должно превышать 0,1 мм. Основное преимущество аргонно-дуговой сварки - возможность применения местного нагрева деталей корпуса, а недостаток ее - повышенные требования к точности изготовления оснастки и совмещения свариваемых деталей, а также чувствительность к отклонениям рабочих параметров дуги, т.е. нестабильность ее горения.

Основными параметрами технологического режима аргонно-дуговой сварки являются: сварочный ток, скорость сварки, длина дуги, давление защитного газа в рабочей камере. Сварочный ток и скорость сварки подбирают в зависимости от свариваемых металлов и толщины кромок. Давление защитного газа в сварочной камере должно быть 0,2.105 Па. Перекрытие шва происходит на длине 10-25 % от его периметра с плавным снижением тока до минимального.
Кроме технологических режимов, важное значение для качества сварочного соединения имеет подбор материалов, из которых изготовляют детали корпусов. Например, если основание из сплава 29НК, крышку следует изготовлять из сплава 29НК или нержавеющей стали 1Х18Н9Т.
Разновидностью аргонно-дуговой сварки является микроплазменная сварка, применяемая для герметизации корпусов с малой толщиной. Для сварки этим способом используется сжатый дуговой разряд с интенсивным плазмообразованием (см. рис. 13.4). Плазменная сварка не имеет тех недостатков, которые присущи аргонно-дуговой: сравнительно большого активного пятна и нестабильности при малых токах.
Плазменная дуга характеризуется высокими скоростями потока плазмы и температурой столба. Для получения дуговой плазменной струи используют специальные плазменные головки, или плазмотроны, в которых имеется неплавящийся вольфрамовый электрод, изолированный от канала и сопла, при этом анодом обычно служит герметизируемое изделие.
Газовая среда в плазмотроне выполняет следующие функции: защищает от окисления и охлаждает вольфрамовый электрод и сопло, обеспечивает получение стабильной плазменной струи с необходимой температурой и скоростью, а также максимальную теплопередачу к герметизируемому изделию.
Газы разделяются на плазмообразующие и защитные. В качестве плазмообразующего газа при микроплазменной сварке обычно используют смесь Ar-Не или Аr-Н2, а в качестве защитного - аргон.
Электронно-лучевая сварка по сравнению с другими видами имеет выгодные особенности - точное регулирование и управление тепловой энергией, локальный нагрев, высокая чистота при сварке благодаря наличию вакуума, которые позволяют успешно применять ее для герметизации микросхем.
Сущность герметизации электронно-лучевой сваркой состоит в формировании непрерывного сварного шва по всему контуру корпуса за счет перекрывающихся сварных точек, образующихся в результате воздействия нагрева до температуры плавления сфокусированного электронного луча на отбортовку вращающегося корпуса (крышки и основания). Нагрев электронным лучом осуществляется вследствие превращения кинетической энергии ускоренных электронов в тепловую при торможении в свариваемых металлических деталях.
В отличие от обычных широко применяемых источников теплоты, производящих нагрев теплопередачи через поверхности металла, высвобождение энергии при электронно-лучевой сварке происходит в самом веществе, причем наиболее интенсивное тепловыделение наблюдается на некоторой глубине (порядка 1 мкм), поэтому тепловой источник можно считать поверхностным.


Герметизацию электронно-лучевой сваркой можно выполнять в непрерывном и импульсном режимах, но предпочтительнее в импульсном, который позволяет осуществить герметиза-цию с малой зоной термического влияния.
Основными параметрами технологического процесса являются: ускоряющее напряжение, диаметр электронного луча, скорость сварки, длительность и частота следования импульсов (для импульсного режима).
При герметизации корпусов электронно-лучевой сваркой величина отбортованной кромки под сварку должна быть 0,4-0,8 мм, необходимая глубина проплавления, обеспечивающая герметичность корпуса, 0,5-0,8 мм, а степень перекрытия сварных точек - 50-60 % от их диаметра (она определяется их размером и шагом).
Шаг образования сварных точек равен
Сварные швы, полученные данным способом, имеют гладкую или мелкочешуйчатую поверхность по всей длине. Основным дефектом швов могут быть непровары, образующиеся из-за увеличения зазора между свариваемыми кромками, смещения линии стыка кромок относительно оси луча, несоблюдения технологических режимов.
Способ герметизации электронным лучом применяется реже из-за сложности конструкции установок по сравнению с другими способами, обеспечивающими качественную герметизацию.
Герметизация лазерной сваркой состоит в совместном оплавлении соединяемых материалов под действием интенсивного светового потока с образованием шва (рис. 13.5). Лазерная технология по сравнению с традиционными способами сварки, применяемыми для герметизации, обладает рядом преимуществ. Основное достоинство лазерного излучения как источника теплоты при сварке — возможность концентрации сравнительно больших энергий на малых поверхностях в короткие промежутки
времени, т.е. высокая локальность процесса нагрева. В результате этого можно сваривать металл в непосредственной близости от металлостеклянных или металлокерамических спаев, проводить герметизацию практически без термического влияния на элементы и компоненты микросхем и структуры полупроводниковых приборов. Преимущества способа: возможность легкого фокусирования излучения обычными оптическими системами, не требуется создания специальных сред (вакуум, защитная атмосфера), лазерное излучение может проникать сквозь оптически прозрачные вещества (стекло, кварц).
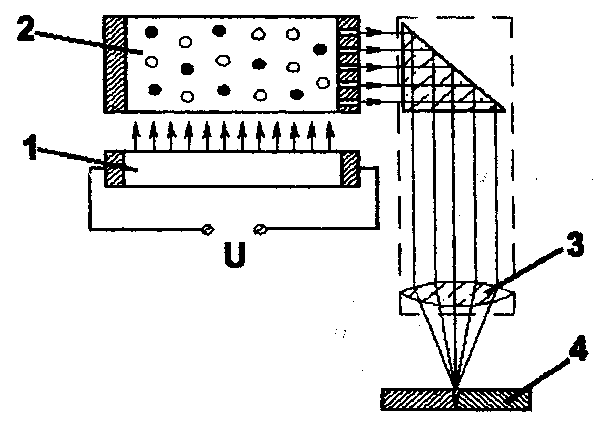
Рис. 13.5. Схема герметизации корпусов лазерной сваркой: 1 - лампа накачки; 2 - активный элемент; 3 - оптическая система; 4 - свариваемые детали
Для герметизации корпусов применяют шовную лазерную сварку, выполняемую как в непрерывном, так и в импульсном режимах работы лазера, тогда как точечная сварка чаще всего используется при приварке выводов и пайке тонких деталей.
Основными параметрами режима лазерной сварки являются энергия лазерного излучения в импульсе или мощность лазерного излучения, длительность лазерного импульса, диаметр луча, частота следования импульсов и скорость сварки, которые обусловливают обобщенный энергетический параметр — интенсивность излучения в фокальном пятне:


Для каждой пары соединяемых металлов существует предельное значение интенсивности излучения в фокальном пятне, выше которого сварка будет сопровождаться значительным испарением металла из зоны нагрева или выплеском части расплавленного металла. Оптимальные условия сварки большинства сочетаний металлов (температура на границе сварочной ванны равна температуре плавления, а в центральной области меньше или равна температуре кипения) обеспечиваются интенсивностью до 1010 Вт/м2.
Управление интенсивностью излучения в фокальном пятне осуществляется тремя способами: выходной мощностью, изменением длительности воздействия излучения на материал, площадью фокального пятна.
Для получения вакуумно-плотного шва при сварке в импульсном режиме степень перекрытия сварных точек должна составлять 50-80 % от их диаметра и зависит от величины их диаметра и шага S.
Недостатками герметизации лазерной сваркой являются незначительная глубина проплавления соединения металлов при средних мощностях излучения, выплески испаряемого металла при использовании мощных лазеров, значительные потери энергии лазерного пучка при сварке металлов, обладающих высокими коэффициентами отражения.