

Для присоединения внахлест проволоки из алюминиевых сплавов УЗ микросваркой используют капилляры из твердых сплавов типа ВК 20 с упрочненной рабочей поверхностью, имеющие обозначение КУТ32 - 27 - 95 - 15 (капилляр для УЗ и термозвуковой сварки: 27 - диаметр проволоки, 95 - размер Л, 15 - размер R).
12.5. Монтаж жесткими объемными выводами
Стоимость присоединения проволочных выводов составляет большую часть общей стоимости, и поэтому потребность в автоматизации этого процесса очень велика и продолжает расти с увеличением степени интеграции ИМС. Стоимость присоединения кристалла ниже стоимости присоединения проволочных выводов, но по мере усложнения схемы она растет. Кроме того, сам кристалл БИС очень дорог, поэтому для повышения производительности сборочных операций и процента выхода годных изделий большое внимание уделяется обеспечению полной автоматизации присоединения кристаллов и выводов.
Одним из необходимых условий для реализации беспроволочного метода является создание на кристаллах ИМС специальных контактных выступов в виде балок или шариков. Технологический процесс производства ИМС с объемными выводами состоит из следующих основных стадий:
на пластине кремния изготавливаются с использованием стандартных планарных методов требуемые полупроводниковые приборы, для чего используются специальные фотошаблоны, в которых изменена геометрия контактных окон;
для защиты планарной структуры от механических и химических воздействий в процессе изготовления сборки и эксплуатации на поверхность структуры наносят дополнительные защитные слои диэлектриков, например, SiO2, Si3N4;
изготавливаются металлические контакты к структуре и объемные выводы, выступающие над кристаллом (шарики) или за пределы кристалла (балки). Объемные выводи изго-
тавливают сразу ко всем контактам всех структур на пластине, например, электроосаждением металлов, оплавлением либо раскладкой готовых шариков через трафарет.
Отказ от индивидуальной термокомпрессии и замена ее групповой операцией осаждения выводов на всей пластине обеспечивает основное экономическое преимущество объемных выводов по сравнению с проволочными выводами, уменьшение затрат ручного труда.
Готовая пластина разрезается на отдельные приборы, которые затем поступают на сборку в ГИС или БИС. Качество и механическая прочность объемных контактов выше, чем при индивидуальной термокомпрессии, поскольку в конструкциях отсутствуют длинные резонансные элементы ИМС, что очень важно для применения в военной и космической технике.
Существующая технология предусматривает создание шариковых выводов на всей пластине. В случае ТТЛ ИМС или КМОП ИМС, для которых выход годных на пластине достаточно высок, такой подход оправдан. Однако для более сложных приборов с низким выходом годных на пластине стоимость создания шариковых выводов для всех структур на пластине при условии использования только небольшого процента годных структур может оказаться столь высокой, что она сведет на нет экономию, связанную с использованием ленты-носителя. Новый метод фирмы Mostek заключается в том, чтобы шариковые выводы создавать не на пластине, а на ленте. Для БИС, у которых невысокий процент выхода годных, этот метод с экономической точки зрения себя оправдывает. Кроме того, лента с шариковыми выводами может быть использована для сборки стандартных кристаллов со структурами ИМС.
Для монтажа в гибридные ИМС крупногабаритных кристаллов, особенно если в качестве платы используется материал с КТР, значительно отличающийся от КТР кремния, могут быть рекомендованы ИМС со столбиковыми выводами. Оригинальный метод сборки приборов «Unibond» разработан фирмой Fairehild Semiconductor, в котором для соединения кристалла с внешними выводами используются кристаллы с шариковыми
выводами с контролируемой деформацией и система балочных выводов для присоединения к внешней рамке.
Изготовление ИМС по методу «Unihond» начинается с формирования шариковых контактов диаметром 125 мкм на контактных площадках кристалла. Этот процесс, в ходе которого создаются двухслойные шариковые контакты, проводится сразу на всех структурах до скрайбирования пластины. Двухслойная структура шариковых контактов гарантирует, что в процессе прохождения кристалла и рамки с выводами через печь шарики деформируются на заданную величину. После изготовления шариковых контактов пластина скрайбируется и кристаллы помещаются в кассету с 10 углублениями, которая вибрирует, смещая кристаллы к определенным углам гнезд. Затем на кристаллы, расположенные лицевой стороной вверх, накладывают рамки с выводами.
Рамки представляют собой штампованные детали круглой формы, содержащие прямые металлические «балки», расходящиеся радиально от расположенного в центре кристалла. На рамку с выводами накладывается груз, и вся сборка - кассета, кристаллы, лента, в которой отштампованы рамки с выводами, и грузы пропускается через конвейерную печь.
Контролируемая деформация расплавляющегося верхнего слоя шариковых контактов допускает несколько неточное совмещение кристалла и рамки с выводами. При расплавлении этого слоя поверхностное натяжение расплава стремится установить рамку в правильное положение. Когда приборы выходят из печи, они заливаются в пластмассовые «таблетки». В этом виде прибор почти готов. На этом этапе изделие может использоваться само по себе или монтироваться в гибридные ИМС. По-мимо этого, оно может поступать дальше в технологический цикл для завершения сборки по системе «Unibond».
Если таблеточный корпус поместить на облуженную рамку с выводами, размеры которой соответствуют стандартному корпусу с двухрядным расположением выводов, и пропустить опять через печь, то все выводы таблеточного корпуса соединятся с внешними выводами, а прибор можно будет поместить в стандартный пластмассовый корпус типа DIP.
Система «Unibond» не только исключает дорогую и не очень надежную проволочную сборку, но и обладает дополнительными преимуществами. Прежде всего готовый прибор может рассеять на 25 % больше тепла, чем прибор в стандартном пластмассовом корпусе DIP. Это связано с тем, что балочные выводы больше по размерам, чем обычно используемые проволочки диаметром 25 мкм. Поэтому через них могут проходить большие токи. При использовании системы «Unibond» сборка прибора с 14-16 выводами, расположенными в два ряда, ускоряется примерно в 50 раз по сравнению с ручной. Пластмасса для таблетки подбирается таким образом, чтобы она защищала кристалл, а пластмасса для наружного корпуса - так, чтобы обеспечивала устойчивость к внешним воздействиям. В результате приборы становятся более надежными, чем с проволочными выводами, а экономия времени на операциях сварки и контроля составляет до 50 раз.
В ИМС с балочными выводами, впервые разработанными фирмой Bell Telephone Laboratories, система проводников, полученных осаждением золота, не только служит для соединения отдельных компонентов схемы друг с другом, но и обеспечивает связь ИМС с внешними схемами и устройствами. Золотой балочный вывод имеет относительно большую толщину (12 мкм) и выступает за границы кремниевого кристалла подобно консольной балке. Выступающий конец балочного вывода служит для присоединения к контактной площадке монтажной платы или подложки.
Открытые площадки ИМС соединяются друг с другом при помощи золотых выводов, осажденных электролитическим путем поверх структуры, состоящей из последовательных слоев силицида платины, титана и платины. Силицид платины обеспечивает хороший омический контакт с кремнием, обладающий малым переходным сопротивлением, слой титана служит для обеспечения хорошей связи расположенного над ним слоя платины с нитридом, покрывающим поверхность кремния по сторонам от контактной площадки, а платина защищает расположенные под ней слои от миграции золота. Для приборов с балочными выводами достигнут выход годных, равный 99 % по механическим и более 90 % по электрическим параметрам.
Метод фирмы AEG-Telefunken напоминает сборку с помощью паучковых выводов, но имеет ряд отличий:
использование выращенных гальванически на контактных площадках золотых «шариков»;
металлизация слоями титана, вольфрама и золота;
об луженная никелевая рамка с « паучковыми» выводами, служащая для соединения кристалла с выводами корпуса;
теплопроводящий клей на основе эпоксидной смолы для крепления кристалла в корпусе,
В методе «Sicon» для «паучковых» выводов использовался луженый никель, который дает возможность осуществлять пайку твердым припоем, что в свою очередь исключает упрочняющее покрытие смолой. Прочность контактов на отрыв примерно в 10 раз больше значений, полученных при приварке проволочных выводов диаметром 25 мкм.
Фирма AEG-Telefunken, разработавшая метод «Sicon», в широких масштабах применяет металлизацию на основе системы титан-вольфрам-золото. По сравнению с алюминием металлизация на основе тяжелых металлов уменьшает электромиграцию по крайней мере на два порядка величины и позволяет избавиться от проблемы «пурпурной чумы». Это явление при приварке проволочных выводов вызывается образованием интерметаллических соединений алюминия с золотом. Оно накладывает ограничения на температурный диапазон работы приборов.
Наиболее успешным методом обработки пластин при автоматизированном соединении на ленточном носителе является создание столбиков из золота, полученных электролитическим осаждением, или меди, покрытой золотом, на алюминиевых контактных площадках кристалла при его монтировании на одно-, двух- и трехслойной лентах (рис. 12.7). Критической стадией, влияющей на выход годных приборов, является селективное травление слоев, полученных методом вакуумного испарения или ионного распыления. При химическом стравливании этих слоев травитель может проникать в пассивирующее покрытие и растворять легкокорродирующее алюминиевое межкомпонентное соединение.

Во избежание связанных с этим явлением технологических потерь применяется несколько процессов, включая плазменное травление. Стоимость всех дополнительных процессов обработки пластин входит в стоимость годного кристалла на пластине. Это повышение стоимости кристалла и технологические потери из-за травления алюминия делают процесс создания столбиков на пластине менее привлекательным, чем выполнение проволочного соединения.
Автоматизированное соединение на ленточном носителе используется для монтажа кристаллов небольшого размера в плоском корпусе с двухрядным расположением вертикальных выводов, где стоимость процесса создания столбика на прибор низка и невелики потери из-за травления металлизации (вследствие малых размеров кристалла), а также для подсоединения кристаллов СБИС.
Примером применения автоматизированного соединения на ленточном носителе может служить многокристальный модуль для ЭВМ, где кристаллы сформированы на ленте, подвергаемой впоследствии тестированию. Каждый кристалл может быть тщательно испытан или отбракован перед сборкой, что невозможно в случае использования приборов с проволочным соединением к незащищенной алюминиевой контактной площадке.
Технологический процесс сборки методом перевернутого кристалла, по которой выполнено соединение кристалла шариками припоя начинается с последовательного напыления Сr, Сu и Au через металлическую маску на все алюминиевые контактные площадки на пластине.
Контактные площадки могут быть расположены в любой области на поверхности кристалла, с некоторыми ограничениями. Золото предохраняет тонкопленочную структуру от окисления до нанесения на покрытие Сr—Сu—Au последующих слоев Pb-Sn. Пленку Pb-Sn осаждают на большей площади по сравнению с площадью, занимаемой контактными площадками с покрытием Сr—Сu—Au. Площадь и толщина этой осажденной пленки определяют окончательные размеры шарика. Структура, полученная осаждением Pb и Sn, показана на рис 12.8 штриховой линией. После напыления готовую структуру помещают
в камеру с пониженным давлением, где с пленки Pb-Sn благодаря силам поверхностного натяжения удаляется окисный слой и образуется шарик припоя с площадью основания, определенной размерами покрытия Cr-Cu-Au.
Целью оптимизации конструкции является сведение к минимуму деформации сдвига в объеме припоя во время термоцик-лирования и достижение максимально возможной прочности соединения на поверхности раздела между кристаллом и подложкой. Прочность соединения поверхностей раздела кристалл -припой и подложка - припой на разрыв оптимизируется выбором такой контактной площади подложки, чтобы при испытаниях на термоциклирование и скручивание эти две поверхности раздела разрушались в равной степени. Это условие достигается выравниванием поверхностных напряжений.
Величину r1 устанавливают на основании многих факторов, включая сведение к минимуму области кремния, на которой локализовано соединение. Оптимальное соотношение r0/r1 обозначив через К. Тогда размер квадратной контактной площадки области определится из соотношения
![]()
(12.11)
![]()
где
- краевая длина контактной области.
Возникновение осложнений для кристаллов СБИС связано с тем, что не все столбики припоя расположены на равном расстоянии от нейтральной точки. Кроме того, поскольку расстояние d увеличивается, а размеры соединений остаются неизменными, время до разрушения в цикле усталостных испытаний уменьшается. Если необходимо поддержать это время на прежнем уровне, то для сохранения оптимальных условий может быть увеличен радиус r1 вместе с другими размерами. Чем больше радиус r1 тем больше область для осаждения припоя и, следовательно, больше расстояние между контактными площадками. Увеличение этого расстояния требует большей площади кремния. Выбор размера и формы шарика припоя в этом случае можно сделать с учетом стоимости кремния, надежности, быстродействия схемы, а также многих других параметров.
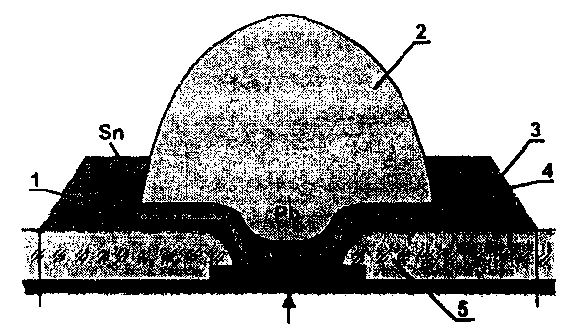
Рис. 12.8. Поперечное сечение контакта при монтаже ИМС методом перевернутого кристалла: 1 - слой фазового состава Cr+Cu; 2 - шарик припоя 5% Sn - 95%РЪ, 3 - осажденный припой; 4 - интерметаллическое соединение Cu-Sn; 5 - стекло
Основными преимуществами технологии сборки методом перевернутого кристалла являются возможность матричного расположения контактных площадок (по сравнению с контактными площадками, расположенными по краю кристалла) и очень малая протяженность межкомпонентных соединений, что сводит к минимуму величину их индуктивности. Основные недостатки этой технологии — худшие тепловые характеристики (по сравнению с кристаллом, присоединенным обычным способом) и трудность герметизации матрицы контактных площадок.
Преимуществам «паучкового» метода сборки являются:
легкость контроля качества;
«паучковые» выводы могут легко применяться в ИМС с неограниченным количеством контактных площадок;
применение алюминиевых выводов позволяет получать надежное сварное соединение методом УЗ сварки;
технологический процесс получения выводов не связан с обработкой пластины, благодаря чему их получение не сказывается на цикле изготовления ИМС;
- увеличение производительности в 30-50 раз по сравнению со сборкой проволочными выводами.
Недостатком «паучковых» выводов является трудность замены кристалла.