

Таким образом, состояние поверхности подложек определяется:
качеством (бездефектностью) исходного материала;
качеством подготовки поверхности подложек;
эффективностью очистки подложек от загрязнений.
2.2. Физико-химические основы подготовки гладких поверхностей подложек
Характерными особенностями механических свойств полупроводниковых материалов являются высокая твердость и их хрупкость. Поэтому для их обработки непригодны традиционные методы, такие как точение, фрезерование, сверление, штамповка. Практически единственным доступным методом является механическая обработка данных материалов с применением связанных или свободных абразивов.
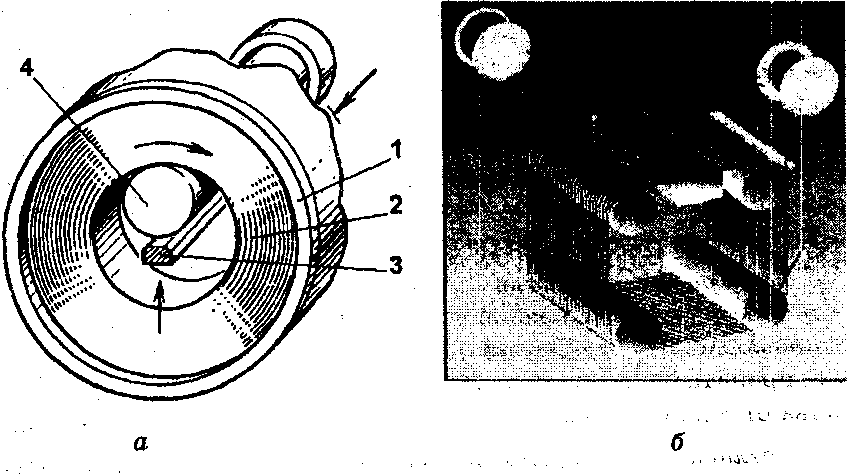
Механизм обработки свободным абразивом заключается в следующем (см. рис. 2.3). При перемещении обрабатывающего инструмента (2) относительно полупроводникового материала наиболее крупные зерна абразива (3) ударяют по его поверхности и создают конические трещины (4). Зерна абразива (3) вовлекаются в работу, перемещаясь и переворачиваясь в пространстве между инструментом (2) и обрабатываемым материалом (1). За счет вращения зерен разных размеров действие обрабатывающего инструмента имеет ударно-вибрационный характер, а обработка происходит в основном вследствие образования ударных трещин. При пересечении конических ударных трещин образуются выколы (5), которые отрываются от обрабатываемой поверхности и удаляются вместе с отработанной абразивной суспензией (6).
Абразивная суспензия представляет собой жидкость с взвешенными в ней частицами абразива. Жидкость, в суспензии выполняет следующие функции:
распределение зерен абразива по поверхности обрабатывающего инструмента;
удаление разрушенных зерен и частиц полупроводника;
снижение трения и отвод теплоты;
смягчение ударно-вибрационных усилий;
ускорение удаления материала за счет расклинивающего действия в микротрещинах.
При любой абразивной обработке формируется нарушенный слой (см. рис. 2.4). Толщины рельефного d1 и трещиноватого d2 слоев зависят от твердости и размера абразивных зёрен. Установлены эмпирические зависимости, согласно которым d1=K1D, d2=D, где D — средний диаметр зерна абразива. Значения коэффициентов К1 и К2 в значительной степени зависят от условий обработки даже для одного и того же типа абразива. В среднем для кремния значения данных коэффициентов находятся в пределах от 0,5 до 1,5. Достаточно стабильно наблюдается и другая эмпирическая зависимость d2=4d.



На рис 2.5 представлена зависимость суммарной толщины нарушенного слоя от размера зерен абразива. Как видно из рис. 2.5, кроме вышеперечисленных факторов, на глубину нарушенного слоя существенное влияние оказывает кристаллографическая ориентация полупроводникового материала.
Рис. 2.5. Зависимость суммарной толщины нарушенного слоя от размера зерен абразива для германия и кремния различных кристаллографических ориентации
При обработке связанным абразивом зерна закреплены в материале обрабатывающего инструмента (см. рис. 2.6). Основным типом усилий в данном случае является срез. Зерно абразива при вдавливании в поверхность полупроводника образует царапину на поверхности и трещину в глубине материала. При царапании зерно движется толчками, и царапины формируют произвольную сетку. При пересечении множества царапин и трещин происходит удаление частиц материала. По сравнению с обработкой свободным абразивом при обработке связанным абразивом достигается примерно одинаковый класс чистоты поверхности. Однако обработка связанным абразивом характеризуется большей производительностью и меньшей толщиной нарушенного слоя.
Наиболее часто для обработки связанным абразивом используют стальной или никелевый инструмент (металлическая связка), поверхностный слой которого на глубину до 4 мм насыщен алмазным зерном (см. рис. 2.6, а). При обработке таким инструментом возникают практически только срезающие усилия. Кроме металлов в качестве связки может использоваться керамика или органические материалы (органические смолы, резина, шеллак) (см. рис. 2.6, б).
Изготовление полупроводниковых подложек производят по следующей схеме:
резка слитка монокристаллического полупроводникового материала;
двухсторонняя шлифовка подложек;
снятие фаски по периметру подложки;
удаление нарушенного слоя химическим травлением либо двухсторонней полировкой;
финишная полировка рабочей стороны подложек;
контроль качества изготовления подложек.
Слиток полупроводникового материала для большинства применений имеет форму цилиндра со сформированными вдоль требуемых кристаллографических направлений основным и дополнительными срезами. Получают слитки, как правило, путем вытягивания из расплава по методу Чохральского с последующей калибровкой (обдиркой) до заданного диаметра путем обточки связанным абразивом (см. рис. 2.7) и формированием основного и дополнительных срезов алмазным инструментом на плоскошлифовальном станке.
Процесс резки слитка заключается в следующем. Слиток с ориентированной осью закрепляют базовым срезом к оправке с помощью специальной клеящей мастики. По методу световых фигур или рентгенографическим методом устанавливают ось слитка заданным образом относительно плоскости реза, соответствующей требуемой плоскости получаемых пластин. Резание слитка проводят либо алмазными кругами с внутренней режущей кромкой (АКВР), либо многопроволочной пилой (см. рис. 2.8). В последнем случае резка может осуществляться как связанным, так и свободным абразивом, подаваемым в зону резки. В настоящее время для разрезания слитков диаметром более 200 мм используют проволочную резку. Это обусловлено тем, что при больших диаметрах слитка пропорционально возрастают размеры АКВР, что значительно осложняет возможность обеспечения точности и жесткости системы резки без увеличения расхода кремния на одну подложку. Кроме того, системы проволочной резки более производительны.
После резки слитка подложки характеризуются параметром шероховатости поверхности Rz порядка нескольких мкм, толщиной нарушенного слоя более 10 мкм, а также значительным разбросом толщины. Указанные параметры значительно улучшаются в результате последующего двухстороннего шлифования подложек свободным абразивом с размером зерна абразива от 5 до 15 мкм, в ходе которого с каждой стороны удаляется 20-30 мкм. После данной обработки подложки имеют высокую

степень плоскопараллельности и разброс геометрических параметров в пределах 2 мкм. а также необходимую для фотолитографических операций плоскостность поверхности. На следующем этапе производят снятие фаски по периметру подложки (см. рис. 2.9).
Рис. 2.8. Резка слитков на подложки-алмазным диском с внутрен- ней режущей кромкой (а) и проволочной пилой (б): 1 - цилиндри- ческий барабан; 2 - алмазный круг с внутренней режущей кром- кой; 3 - оправка; 4 - слиток; 5 - подающий ролик; 6 -тонкая проволока; 7 - направляющие ролики; 8 — форсунки для подачи суспензии; 9 - приемный ролик

После операций механической обработки приповерхностный слой подложек остается поврежденным и загрязненным на глубину нарушенного слоя порядка 10 мкм. Поэтому на следующем этапе проводят удаление слоя толщиной порядка 20 мкм химическим травлением в смеси плавиковой, азотной и уксусной кислот либо в водных растворах щелочных растворов КОН или NaOH при температуре 90 °С (кинетика и механизмы травления полупроводников будут рассмотрены в следующей главе). Однако не всегда возможно обеспечить одинаковую скорость травления по площади, особенно с увеличением размеров под-ложки. Для сохранения геометрии подложки для удаления нарушенного слоя в ряде случаев используют двухстороннее механическое полирование подложек.
Полированием называют получение зеркально гладкой поверхности путем абразивной обработки подложек мягким полировальным инструментом на основе фетра, велюра или батиста, пропитанных абразивными пастами с крупностью зерен абразива от 3 до 0,25 мкм. Различают три механизма полирования.
Согласно первому механизму процесс полирования аналогичен шлифованию и рассматривается как супертонкое шлифование. Полирование происходит за счет снятия микрослоя с поверхности подложки, как в результате среза, так и за счет скола при перемешивании частиц абразива. Качество обработки определяется соотношением между твердостью абразива и полупроводникового материала и зависит также от формы абразивных частиц. В рамках данного механизма нарушенный слой сводится к минимуму, но полностью не удаляется.
Согласно второму механизму под действием абразива наружный микрослой полупроводника приобретает пластичность и способность к перемещению (теория пластической текучести). В результате этого движения рельеф подложки выравнивается. В данном случае форма зерна не играет роли, однако важным остается соотношение прочностных характеристик абразива и обрабатываемого материала. За счет выравнивания рельефа поверхности отличается и характер нарушенного слоя.
Согласно третьему механизму основными являются химические процессы на поверхности обрабатываемого материала (химико-механическое полирование). При химико-механическом полировании (ХМП) одновременно протекают две части процес-

са - химическая и механическая. Химическая часть процесса заключается в том, что под воздействием теплоты происходит окисление материала подложки (например, в водных суспензиях с добавкой щелочей окислителем являются ионы гидроокисла ОН-). Механическая часть процесса состоит в том, что частицы абразива удаляют механическим путем слой оксида, переводя его в раствор. В водных суспензиях оксидных абразивов (Si02, Cr203, CeO, Zn02) даже увеличение среднего размера частиц абразива практически не сказывается на качестве обработки поверхности.
Наконец, окончательного качества полупроводниковых подложек добиваются на заключительной стадий изготовления путем ХМП рабочей стороны с помощью полирующей суспензии, представляющей собой коллоидный раствор частиц Si02 размером порядка 10 нм в водном растворе NaOH (см. рис. 2.10). Качество получаемой поверхности сложным образом зависит от давления на подложку, скорости вращения, материала полировальника, состава суспензии и рН раствора.
Рис. 2.10. Схема химико-механического полирования подложек
Таким образом, геометрические параметры и качество обработки поверхности подложек определяются рядом технологических операций механической обработки полупроводниковых материалов:
толщина подложек закладывается на этапе резки слитка;
разброс толщины и плоскопараллельность - на стадии двухсторонней шлифовки подложек;
качество обработки поверхности подложек на стадиях травления (или двухсторонней полировки) и химико-механического полирования.