

Неравномерность деформации
Цель работы: Изучение неравномерности течения материала заготовки при обработке металлов давлением.
Приборы, материалы и оборудование
Разрывная машина с усилием не менее 5 кН.
Пресс-формы.
Цветной пластилин.
Измерительный инструмент: штангенциркуль, линейка.
Нож для разрезания пластилина.
Общие сведения
Прессованием называют процесс выдавливания металла заготовки из замкнутой полости инструмента (контейнера) через отверстие матрицы с площадью меньшей, чем площадь поперечного сечения заготовки.
Прессованием получают длинные изделия различного профиля, в том числе полые (рисунок 1).
Прессование выполняют двумя методами – прямым и обратным.
При прямом методе прессования (рисунок 1а) заготовку 1 укладывают в полость контейнера 2. Давление пресса передаётся на заготовку пуансоном 3 через пресс-шайбу 4. При этом металл вынужден выдавливаться через матрицу 5, укреплённую в матрице-держателе 6. Обычно выдавить полностью из контейнера весь металл заготовки не удаётся. Часть металла, остающуюся в контейнере, называют пресс-остатком. Этот металл удаляется отрезкой.
При обратном методе прессования (рисунок 1б) контейнер 2 закрыт с одного конца упорной шайбой 7, а давление пресса передаётся через полый пуансон 3 с укреплённой на нём матрицей 5 на заготовку 1, металл которой течёт навстречу движению матрицы с пуансоном. Если при прямом методе прессования металл при перемещении встречает сопротивление вследствие трения о матрицу и стенки контейнера, то при обратном методе трение возникает только при перемещении металла через матрицу. Поэтому усилие при обратном методе прессования на 25-30 % меньше, чем при прямом. Кроме того, обратный метод прессования более экономичен по расходу металла, чем прямой.
Прессование труб (рисунок 1в) и других полых изделий осуществляют по прямому методу с помощью иглы 8.
Рисунок 1. Виды
продукции и методы прессования.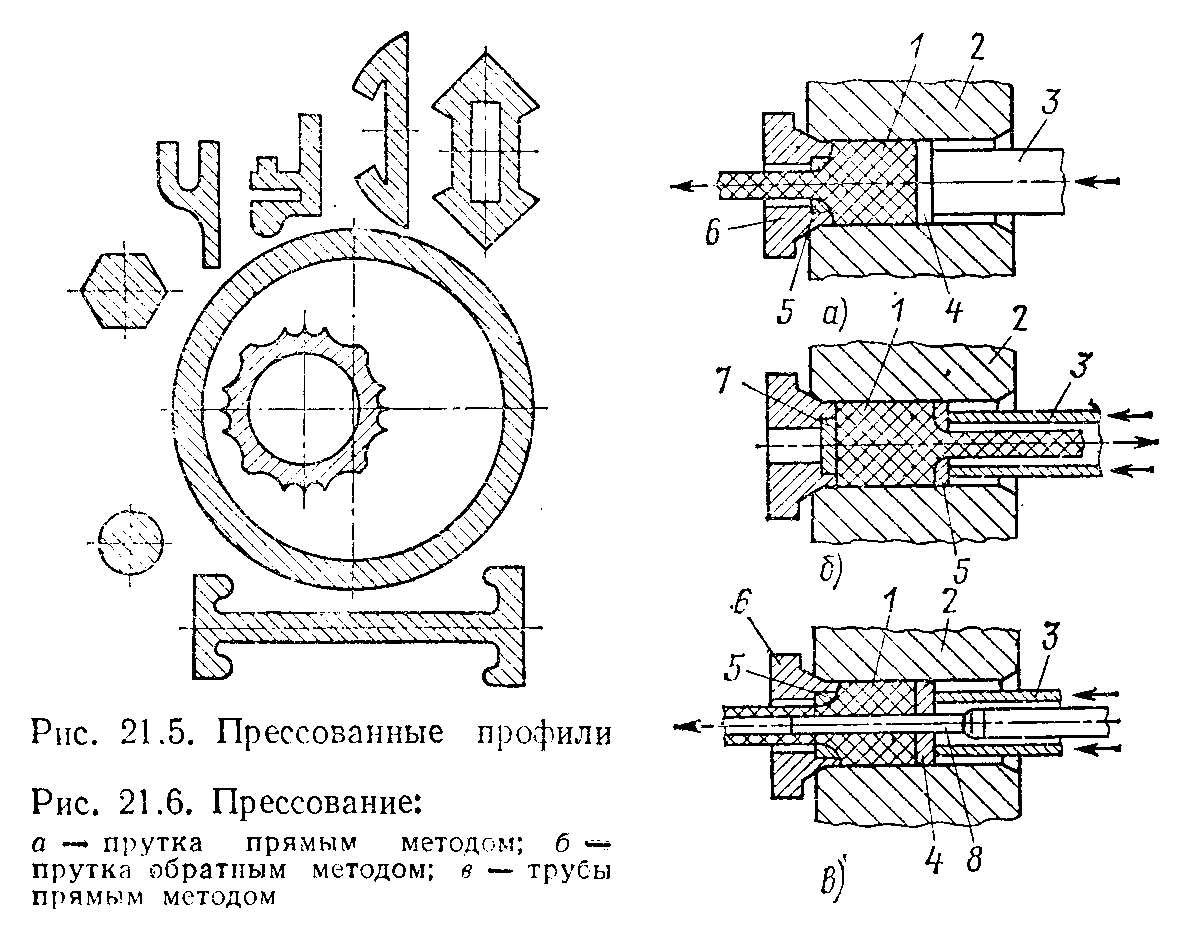
Прессованием получают прутки диаметром 3-250 мм, трубы диаметром до 800 мм с толщиной стенки от 1,5 мм и более. Прессованием можно получать изделия из малопластичных, труднодеформируемых сплавов, которые нельзя получать другими способами обработки давлением. По производительности прессование из всех видов обработки давлением уступает только прокатке.
Для прессования используют чёрные и цветные металлы и сплавы в виде слитков, литых и предварительно деформированных кованых или катаных заготовок диаметром до 500 мм и более и длиной до 1200 мм. Чёрные металлы и сплавы прессуют в горячем состоянии, цветные - как в горячем, так и в холодном состоянии. При прессовании металл подвергается всестороннему неравномерному сжатию и поэтому имеет высокую пластичность. В этих условиях для прессования металла требуются большие усилия.
Величина деформации характеризуется коэффициентом вытяжки. Коэффициент вытяжки – отношение плошали поперечного сечения заготовки F1 (контейнера) к площади поперечного сечения изделия F2 (отверстия матрицы):
![]() .
.
Обычно значение при прессовании находится в пределах 8-50.
На поверхности контакта заготовки и контейнера действуют силы трения, препятствующие равномерному течению металла заготовки. Поэтому в углах, около отверстия матрицы, образуются застойные зоны. По объему заготовки материал также течёт неравномерно. Для снижения коэффициента трения применяется смазка.
Достоинства процесса прессования:
- получение изделий из малопластичных, труднодеформируемых сплавов, которые нельзя получать другими способами обработки давлением;
- получение полых изделий за одну операцию;
- самый производительный способ обработки давлением после прокатки;
- высокая точность геометрических размеров изделия.
Недостатки:
- ограниченный размер изделий;
- высокое усилие прессования.
Методика выполнения работы
Из пластилина разных цветов приготовить круги толщиной 3-4 мм и диаметром 18-19 мм, которые затем собрать в цилиндр длиной (высотой) 9-12 мм (рисунок 2), чередуя цвета. Извлечь из пресс-формы для прямого прессования матрицу. Цилиндр из пластилина поместить внутрь разрезной матрицы. Матрицу с пластилином поместить в контейнер для прямого прессования и осуществить прессование. При прессовании зафиксировать усилие прессования.
После прессования пластилин извлечь из матрицы и разрезать вдоль продольной оси. Полученную картину течения пластилина зарисовать. Определить коэффициент вытяжки.
Аналогично провести прессование в пресс-форме для обратного прессования.
Сравнить полученные значения усилия прямого и обратного прессования. Сделать вывод о течении материала при прямом и обратном прессовании.
тёмный
светлый
тёмный
Рисунок 2. Схема заготовки для прессования.
Контрольные вопросы
Назначение матрицы.
С какой целью на поверхность контейнера наносят смазку ?
Методы прессования.
На каких поверхностях действуют силы трения при обратном прессовании ?
Что такое пресс-остаток ?
Достоинства прессования.
Недостатки прессования.
В чём различие между прямым и обратным прессованием ?
Равномерно ли течение металла по объёму контейнера при прессовании ?
Что такое застойная зона ?
Изменяется ли картина течения металла при обратном прессовании прутка по сравнению с методом прямого прессования ?
Какие материалы подвергают прессованию ?
Лабораторная работа № 4 (3 часа)