

Технологические процессы эло.
Основные достоинства ЭЛО:
Возможность плавного изменения удельной энергии в зона обработки за счет фокусировки луча
Большая подводимая в зону обработки мощность (от Вт до МВт), иначе ее называют плотностью потока энергии
![]()
Где U – ускоряющее напряжение,
I – сила тока луча,
η – КПД нагрева
Удельная поверхностная мощность
![]() ,
,
где S – площадь сечения луча на поверхности вещества
Значения удельной поверхностной мощности размер сечения луча:
для плавления и испарения 107-108Вт/м2 d=10-50мм
для сварки 109-1011Вт/м2 d=0,1-5мм
для размерной обработки 109-1013Вт/м2 d=0,01-10мм
Простота управления лучом
Возможность получения пучка электронов очень малого сечения.
Недостатки ЭЛО:
Необходимость обеспечения высокого вакуума
Сложность изготовления и эксплуатации оборудования
Технологические процессы ЭЛО можно разделить на три группы:
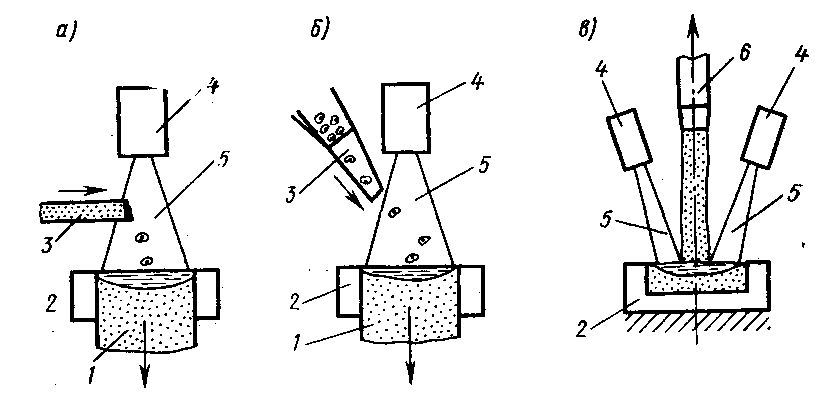
Плавление
Локальный переплав
Плавка в вакууме
Сварка
Испарение
Испарение
Размерная обработка
Термообработка
Локальный переплав.
Этот технологический процесс характеризуется быстрым нагревом (Vнагрева≈100000С/с) и последующей быстрой кристаллизацией металла в зоне плавления. Благодаря высокой скорости кристаллизации измельчается микроструктура, повышаются пластичность и твердость, значительно улучшается износостойкость.
Электроннолучевая плавка.
Плавка в вакууме электронным лучом применяется, когда необходимо выплавлять особо чистые высокоактивные Ме. Происходит интенсивное удаление газов (H, N, O), разложение примесей (удаление серы, фосфора), разложение оксидов на Ме и СО.
Нагревание и плавка металлов электронным пучком основаны на превращении кинетической энергии электронов при их соударении с поверхностью металла в тепловую энергию. При разгоняющих напряжениях до 30 - 35 кВ, используемых в установках электронно-лучевой плавки, подавляющая часть энергии электронов превращается в тепловую энергию и лишь малая доля - в энергию рентгеновского излучения и энергию электронов вторичной эмиссии.
Рис
В более мощных печах, предназначенных для плавки крупных слитков, применяют несколько электронных пушек.
В отличие от дуговых вакуумных печей при плавке электронным лучом можно осуществить значительный (контролируемый) перегрев жидкого металла и поддерживать его в жидком состоянии заданное время. Это обстоятельство, а также возможность проведения плавки при очень низком остаточном давлении, создает условия для более полной дегазации и удаления примесей, чем при дуговой плавке. Дополнительное преимущество состоит в возможности переплавки металла в любом виде (штабики, таблетки из порошка, стружка), тогда как при дуговой плавке необходимо приготовление расходуемого электрода.
Успешная плавка в электронно-лучевых печах возможна при обеспечении высокой скорости откачки и остаточном давлении в плавильной камере порядка 0,0013 Па. Высокое разрежение необходимо для того, чтобы пучок электронов на пути к нагреваемому телу потерял возможно меньше энергии на столкновение с атомами и молекулами газов, а также для удаления из расплавленного металла испаряемых в условиях плавки примесей.
В результате электронно-лучевой плавки молибден и вольфрам очищаются от подавляющей части примесей. Для глубокой очистки от кислорода необходимо введение раскислителей.
Вследствие высокой чистоты слитки после электроннолучевой плавки имеют крупнокристаллическую структуру, и пластическая деформация их (особенно вольфрама) затруднительна. Поэтому вольфрамовые (а иногда и молибденовые) слитки после электронно-лучевой плавки переплавляют в дуговой печи.
Электронно-лучевая плавка применяется для выращивания монокристаллов. Возможно получать слитки кремния, германия, вольфрама массой до 20т. Как правило, слитки очень качественные, но при этом очень дорогие, поэтому их используют для изготовления самых ответственных узлов и деталей конструкций.
Электронно-лучевая плавка применяется также для выплавки стали в слитках массой до 12т, которые используются для изготовления деталей турбин, камер сгорания, высокоскоростных подшипников.