

Факторы, влияющие на технологические показатели ультразвуковой обработки.
Материал заготовки.
Все материалы по характеру деформации и разрушения при ультразвуковой обработке делятся на группы по критерию хрупкости:
![]() ,
,
τсдв - сопротивление сдвигу,
σотр – сопротивление на отрыв.
I группа (tx ≥ 2): стекло, кварц, керамика, германий, кремний.
При ультразвуковой обработке они
Качество поверхности
Шероховатость поверхности при ультразвуковой размерной обработке зависит от:
Зернистости абразива (среднего размера абразивных зерен); чем больше зернистость, тем больше шероховатость);
Свойств обрабатываемого материала; при обработке материалов с крупнозернистой структурой скалываются крупные частицы, и получить высокое качество поверхности не удается;
Амплитуда колебаний инструмента; чем больше амплитуда колебаний, тем больше шероховатость. Это объясняется увеличением силы, действующей на зерно. Например, при обработке стекла увеличение амплитуды с 18 до 30 мкм приводит к увеличению шероховатости с Rz=20мкм до Rz=32мкм;
Вида жидкости: если вместо воды применить машинное масло, то шероховатость уменьшится, но при этом в несколько раз снижается производительность и ухудшаются условия подвода и циркуляции абразива;
Шероховатость инструмента. Происходит копирование профиля инструмента, а из-за кавитационной эрозии возникают местные дефекты поверхности инструмента – впадины и выступы. На чистовых операциях Rzгот.детали=(2-3)Rzинструм. Высота микронеровностей на боковых поверхностях больше, чем на торце. Уменьшить шероховатость можно, улучшив циркуляцию абразива и создавая условия, в которых кавитационная эрозия не успевает развиться.
Условия обработки: если затруднен подвод суспензии к зоне обработки, то инструмент может сильно нагреться, что приведет к появлению термических трещин в материале.
В целом при ультразвуковой обработке шлифпорошками №3 при А=15-20мкм Ra=1,2-0,4мкм.
Производительность ультразвуковой размерной обработки
Производительность, как уже было отмечено, зависит от амплитуды колебаний, состава и свойств абразивной суспензии, свойств обрабатываемого материала, статической нагрузки. Она характеризуется скоростью съема материала заготовки, мм/мин:
Q=ψ(A2Pст)a∙f∙b,
где ψ – коэффициент, зависящий от свойств обрабатываемого материала,
А – амплитуда колебаний,
Рст – статическая сила,
Интенсификация механической обработки резьб применяется в основном при нарезании и накатывании внутренней резьбы диаметром 4…36мм
Электронно-лучевая обработка
ЭЛО основана на превращении кинетической энергии направленного пучка электронов, движущихся с большой скоростью, в тепловую. Высокая плотность сфокусированного электронного луча позволяет обрабатывать заготовки за счет нагрева, расплавления и испарения материала с локального участка.
ЭЛО перспективна при обработке отверстий диаметром 1 – 10мкм, прорезании пазов, резке заготовок, изготовлении тонких пленок и сеток из фольги. Этим методом обрабатывают заготовки из труднообрабатываемых металлов и сплавов, а также из неметаллических материалов: кварца, рубина, керамики.
ЭЛО имеет следующие преимущества перед другими методами: создание локальной концентрации высокой энергии, широкое регулирование и управление тепловыми процессами, вакуумная среда позволяет обрабатывать заготовки из легкоокисляющихся активных материалов (алюминий, титан, свинец).
Формирование электронного луча высокой энергии состоит из следующих основных стадий:
Получение свободных электронов.
Существует два основных способа получения свободных электронов:
Термоэлектронная эмиссия – если сообщить атому избыточную энергию, то электрон, поглощая ее. Переходит на более удаленные от ядра орбиты и, в конце концов, может потерять связь с ядром. Это происходит при нагреве некоторых материалов до высокой температуры, они начинают испускать со своей поверхности электроны. Такими материалами являются вольфрам, тантал, гексаборид лантана LaB6.
Устройство для получения электронного луча и управления им называется электронной пушкой.
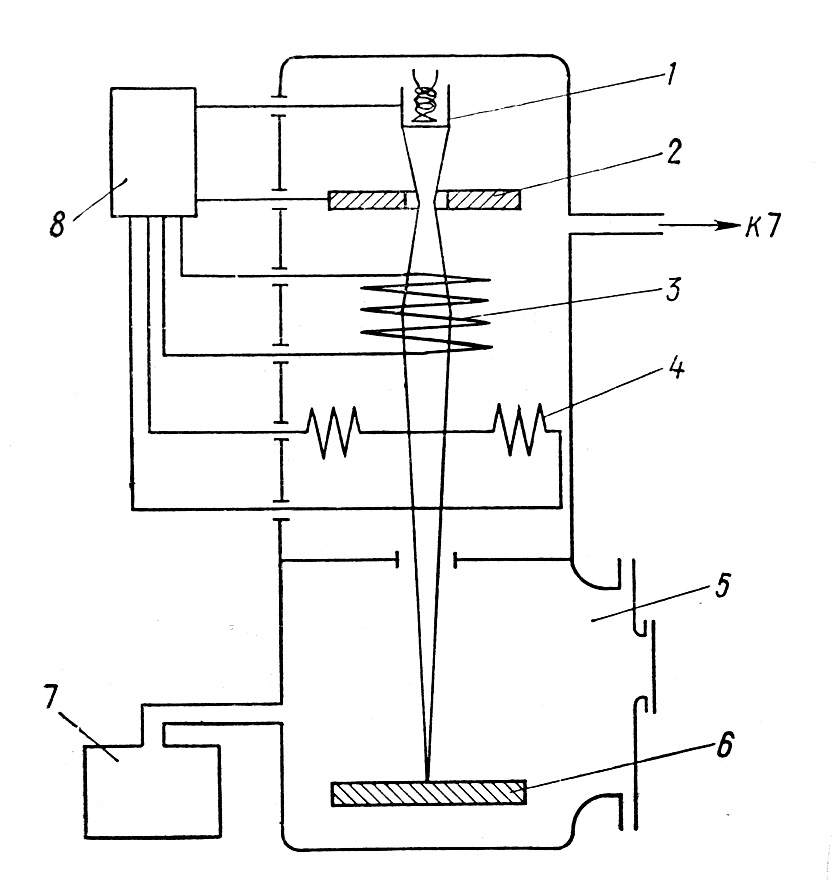
Рис. Функциональная схема электронной пушки.
1 - термоэмиссионный катод, является источником электронов, выполняется из выше перчисленных материалов. Рабочая температура катода из вольфрама Т=2400 – 2700К и для катода из LaB6 Т=1600 – 2000К;
2 - анод – это массивная пластина с отверстием. Между катодом и анодом прикладывается ускоряющее напряжение 30 – 150кВ. электроны ускоряются, и большая часть их проходит через отверстие в аноде, а дальше они движутся по инерции, поэтому необходима их фокусировка. Для этого используется магнитная линза
3 – соленоид с магнитопроводом, создает магнитное поле, которое, взаимодействуя с движущимся электроном, смещает его траекторию в направлении оси системы;
4 – отклоняющая система, служит для перемещения электронного луча по обрабатываемой поверхности (обычно это осуществляется взаимодействием с поперечным магнитным полем);
5 – рабочая камера;
6 – обрабатываемая заготовка;
7 – система насосов для создания вакуума.
При большой длине зоны обработки заготовка перемещается при помощи специальных механизмов, а для малой площади обработки (менее 10х10мм) достаточно перемещения луча по неподвижной заготовке.
Температура катода, приведенная выше, необходима для получения оптимальных плотностей тока на катоде (0,1 – 0,5)10-4А/м2
Применение плазменных катодов – в газовой дуге получают плазму и выделяют из нее электроны.
Ускорение электронов
Самый распространенный способ ускорения электронов – это ускорение электрическим полем. На электрон в поле действует электростатическая сила
![]() ,
,
где – e = 1,602·10-19Кл – заряд электрона,
Е – напряженность электрического поля.
Приобретенная электроном энергия вследствие действия на него силы F
![]() ,
,
где U – разность потенциалов.
Приращение энергии выражается в виде увеличения скорости
![]()
Принимая V0 = 0 получаем
![]() ,
так как me
= 9,109·10-31кг.
,
так как me
= 9,109·10-31кг.
При U = 1В V = 593км/с
В электронных пушках U = 2·105В
При плавлении и сварке U = 15 – 30кВ
При сварке U = 50 – 80кВ
При прецизионной обработке и микросварке U = 100 – 200кВ
Фокусировка луча электростатическим и электромагнитным полями
На практике для фокусировки луча чаще используется магнитное поле. В магнитном поле на движущийся электрон действует сила
![]() ,
,
где В – магнитная индукция, [Тл],
V – скорость движения электрона,
α – угол между вектором скорости движения электрона (траектория движения электрона – это спираль, витки которой перпендикулярны силовым линиям поля) и магнитной силовой линией поля. Фокусировка осуществляется с помощью отклоняющей системы.
Вакуум
Электронный луч можно получить только в вакууме, так как из-за столкновений с молекулами и атомами атмосферных газов электроны отдают им свою энергию и луч рассеивается.
В воздухе длина свободного пробега электрона при Р=105Па λ=3,5∙10-7м, а при Р=10-2Па λ=2,66м. Таким образом, допустимое максимальное значение давления 10-2Па. На практике это значение стараются довести до 10-3Па - 10-5Па для исключения пробоя промежутка между анодом и катодом.
Взаимодействие электронного луча с веществом.
Кинетическая энергия движения электронов при взаимодействии с поверхностью заготовки превращается в другие виды энергии:
В тепло, благодаря высокой интенсивности ввода энергии в вещество при ЭЛО на обрабатываемой поверхности развиваются такие высокие температуры, что они могут превышать точку кипения самых тугоплавких материалов (до 15800К). Съем металла происходит за счет его испарения и взрывного вскипания.
Тормозное рентгеновское излучение, которое испускается атомами вещества при электронной бомбардировке.
Вторичная электронная эмиссия с обрабатываемой поверхности (около 1% мощности электронного луча).
Отражение части электронов, чем больше атомный номер элемента, тем сильнее отражение. Доля отраженных электронов может достигать 40%.