

Теория процесса ээо
Рассмотрим основные стадии протекания электроэрозионного процесса снятия припуска.
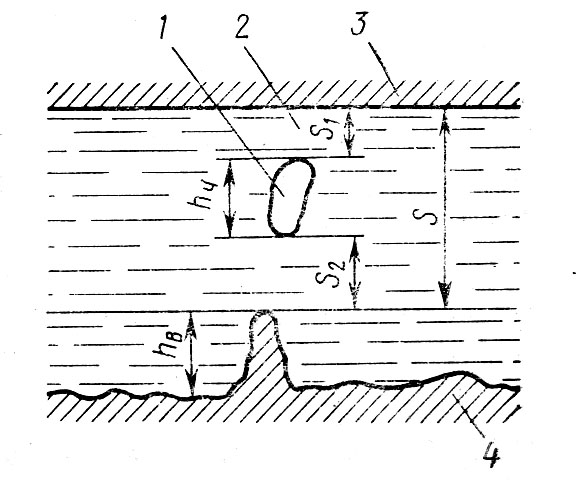
Рис.6. Межэлектродный промежуток
По мере сближения Э-И 3 с заготовкой 4 напряженность электрического поля в диэлектрике 2 возрастает:
Е=U/S,
здесь U – разность потенциалов Э-И и заготовки,
S – зазор между электродами.
Наибольшая напряженность возникает на участке, где межэлектродный зазор минимален. Расположение этого участка зависит от местных выступов, неровностей, на инструменте и заготовке, от наличия электропроводных частиц, находящихся в межэлектродном зазоре.
На рисунке видим, что напряженность поля будет максимальной в районе выступа, что повышает вероятность пробоя межэлектродного промежутка в этой точке. То же самое будет при наличии электропроводящих частиц 1 в МЭП.
По достижении напряженностью определенного значения Е выше Екрит=U/S, происходит пробой. Для воздуха Екрит=3кВт/мм; для диэлектрических жидкостей, используемых при ЭЭО, Екрит=10-50кВ/мм.
В месте пробоя возникает электропроводящий канал, заполненный плазмой, по нему протекает ток разряда, обусловленный движением в электрическом поле и электронов, и ионов. Диаметр канала разряда примерно 10-100мкм, что определяет локальность ЭЭО.
Возникает электрический заряд, через промежуток протекает ток, напряженность может достигать десятков МВ/м. электроны быстро достигают положительно заряженной поверхности заготовки и нагревают металл. На поверхности остается углубление в виде лунки.
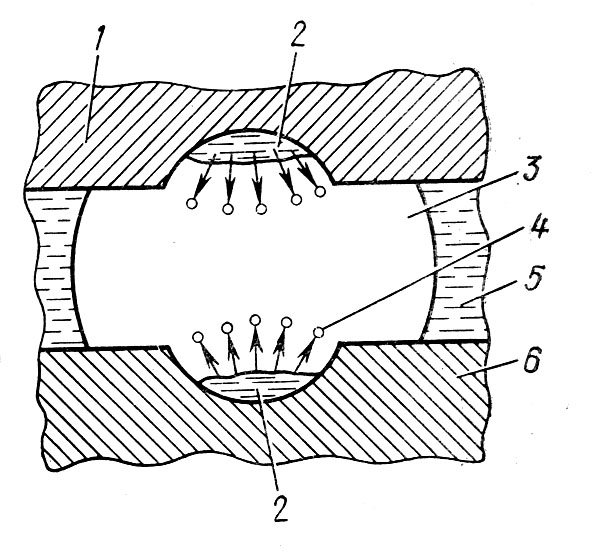
Рис.7. Газовый пузырь
На второй стадии вокруг канала разряда образуется и расширяется со скоростью 200-300м/с газовый пузырь, заполненный парами рабочей жидкости и металла заготовки. Давление в нем весьма велико – 107-108Па. На третьей стадии, когда Iрасч=0, давление в пузыре резко падает, а жидкий металл выплескивается из лунки в рабочую жидкость. В результате формируется микрорельеф поверхности.
Поверхностный слой дна лунок испытывает быстрые нагревы и охлаждения (Т=6000К), поэтому его свойства отличны от свойств металла в глубине заготовки.
В качестве диэлектрика используют минеральные масла, керосин, дистиллированную воду.
В электроискровом режиме большинство ионов, имеющих значительную массу, не успевает достичь отрицательно заряженного электрода и вызвать удаление металла с его поверхности. Снятие металла происходит с анода – заготовки. По числу ионов, достигающих поверхности Э-И, определяют его износ. Чем меньше износ, тем точнее можно получить деталь. Чтобы ионы не успевали достичь катода, необходимо использовать импульс с меньшей длительностью. Но это увеличивает время обработки и снижает производительность.
ЭЭО с использованием электроискрового режима осуществляется при прямой полярности включения электродов (заготовка-анод). Если увеличивать длительность импульсов тока, то растет интенсивность съема металла с катода. Поэтому ЭЭО в электроимпульсном режиме осуществляют при обратной полярности включения электродов (анод – Э-И).
При электроимпульсном режиме используются импульсы большей длительности (500-10000мкс). Большие мощности таких импульсов обеспечивают высокую производительность обработки: съем металла в 8-10 раз больше, чем при электроискровом режиме обработки.
Полярность зависит не только от длительности импульса, но и от используемых в качестве электродов материалов. Для снижения износа Э-И его выполняют из материалов, слабо разрушающихся под действием искровых разрядов. Это графитовые и медно-графитовые композиции.
Если процесс протекает в воздушной среде, то возникают более длительные импульсы – дуговые разряды. При этом расплавленный металл может достигать противоположной поверхности и там застывать.
Поэтому, например, процесс ЭЭ легирования ведут при обратной полярности.