

3.11.1 Класс точности поковки
Стандарт устанавливает пять классов точности: Т1, Т2, ТЗ, Т4, Т5.
Класс точности поковки зависит от используемого оборудования и технологического процесса.
При
1,1; -я конструкционных
материалов"
3.11.2 Группа стали
Стандарт устанавливает три группы стали: М1, М2, М3.
Первая группа Ml – стали с массовой долей углерода до 0,35% включительно и суммарной массовой долей легирующих элементов до 2% (включительно).
Вторая группа М2 – стали с массовой долей углерода свыше 0,35 до 0,65% включительно или суммарной массовой долей легирующих элементов свыше 2,0 до 5% включительно.
Третья группа МЗ – стали с массовой долей углерода свыше 0,65% или суммарной массовой долей легирующих элементов свыше 5,0%.
3.11.3 Степень сложности
Стандарт устанавливает четыре степени сложности: С1, С2, С3, С4.
В качестве критерия для классификации поковок по степеням сложности используется отношение массы (объема) Gп поковки к массе (объему) Gф геометрической фигуры, в которую вписывается форма поковки. В качестве такой геометрической фигуры стандарт рекомендует использовать шар, параллелепипед, цилиндр с перпендикулярными к его оси торцами или прямую правильную призму (рис. 1). Причем выбирается та из фигур, объем которой наименьший.
При
1,1; -я конструкционных
материалов"
При определении размеров описывающей поковку геометрической фигуры допускается исходить из увеличения в 1,05 раза габаритных линейных размеров детали, определяющих положение обработанных поверхностей.
Для поковок, полученных на горизонтально-ковочных машинах, допускается определять степень сложности формы в зависимости от числа переходов:
С1 – не более чем при двух переходах;
С2 – при трех переходах;
С3 – при четырех переходах;
С4 – более чем при четырех переходах или при изготовлении на двух ковочных машинах.
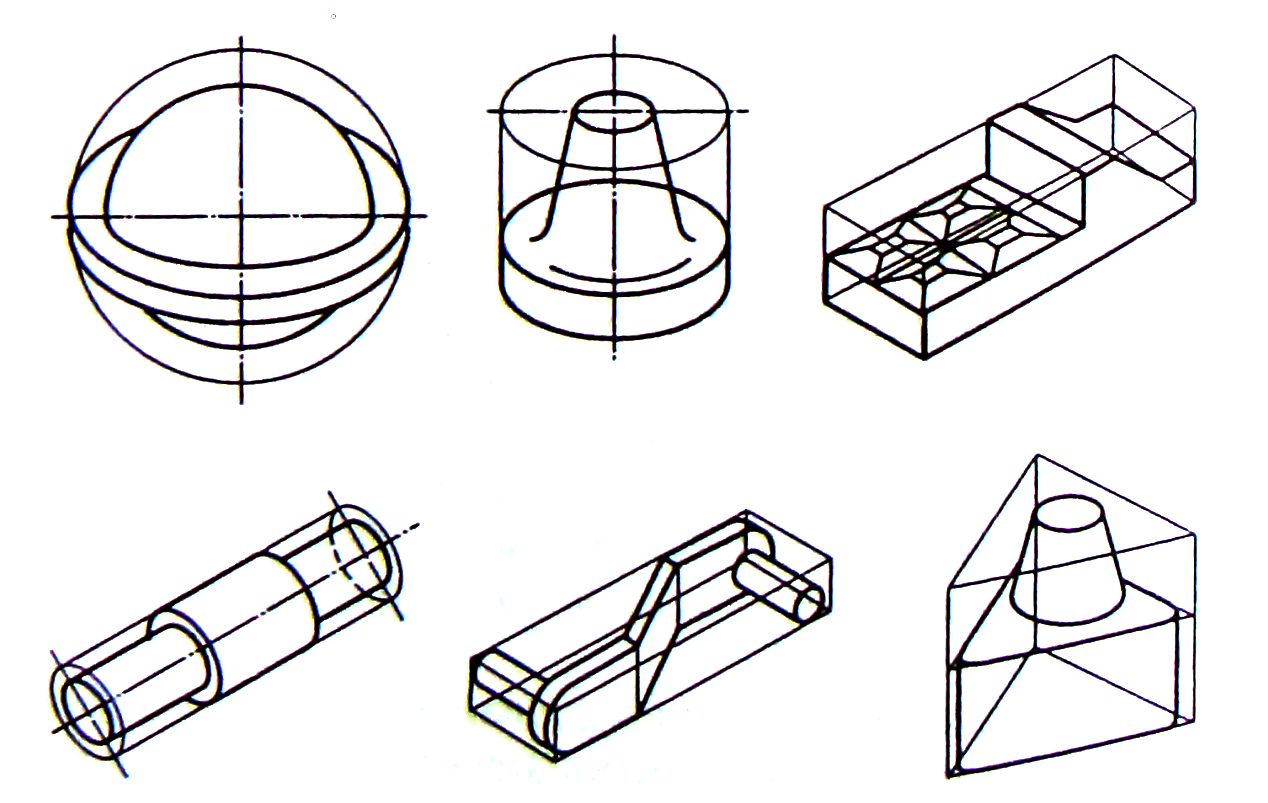
Рисунок 1 – Геометрические фигуры для определения степени сложности поковок
3.11.4 Исходный индекс
Исходный индекс принят в качестве показателя, учитывающего в обобщенном виде сумму конструктивных характеристик (класс точности, группа стали, степень сложности, масса поковки) и принимает значения в диапазоне 1–23.
Численную величину исходного индекса (ИН) определяют по формуле:
ИH = NI + (MS – 1) + (ST – 1) + 2(KT – 1)., (16)
где NI – номер интервала, в который попадает масса поковки (принимается по табл. 11);
MS – группа стали (MS = 1 для группы стали Ml, MS = 2 для группы М2 и MS = 3 для группы МЗ соответственно);
ST – степень сложности поковки (ST = 1 для CI, ST = 2 для С2, ST = 3 для СЗ и ST = 4 для С4);
КТ – класс точности (КТ = 1 для Т1, КТ = 2 для Т2, КТ = 3 для ТЗ и КТ = 4 для Т4).
Для определения номера интервала ориентировочную величину расчетной массы поковки (Gп) допускается определять по формуле:
Gп = Mд . Kр (17)
где Mд – масса детали, кг; Кp – расчетный коэффициент, устанавливаемый в соответствии с табл. 12 ПРИЛОЖЕНИЯ 2.