

Содержание
Введение…………………………………………………………………………...4
1. Определение системы приспособления………………………………………5
2. Описание приспособления…………………………………………………….6
3. Расчет режимов резания……………………………………………………….7
4. Расчет усилия закрепления заготовки………………………………………...9
4.1. Расчет сил зажима………………………………………………………9
4.2. Определение диаметра резьбы винта………………………………..10
4.3. Расчет момента развиваемого на рукоятке…………………………..10
5. Расчет приспособления на точность…………………………………………12
Заключение……………………………………………………………………….15
Список литературы………………………………………………………………16
Приложение………………………………………………………………………17
Введение
Основную группу технологической оснастки составляют приспособления механосборочного производства. Приспособлениями в машиностроении называются вспомогательные устройства к технологическому оборудованию, используемые при выполнении операций механической обработки, сборки и контроля.
Применение приспособлений позволяет: устранить разметку заготовок перед обработкой, повысить точность обработки, снизить себестоимость продукции, облегчить условия работы и обеспечить ее безопасность, расширить технологические возможности оборудования, организовать станочное обслуживание, применить технически обоснованные нормы времени, сократить число рабочих, необходимых для выпуска продукции.
1. Определение системы приспособления
Рентабельность применения той или иной системы станочного приспособления в зависимости от планируемого периода производства изделий, определяется в зависимости так же от коэффициента загрузки приспособления одной операции.

где Тшт – штучно калькуляционное время технологической операции;
N – планируемая месячная программа на единицу оснастки;
Fн – располагаемый месячный фонд времени работы приспособления.[2]
 ,
,
где То – основное время технологической операции.


 .
.
Период выпуска нашего изделия равен 48 месяцам. Далее выбираем по графику из справочника [5] (стр.109. Рис 27), систему СП. Наше приспособление относится к системе не разборных специальных приспособлений (НСП).
2. Описание приспособления
Приспособление для фрезерования плоскости разъёма корпуса.
Корпус редуктора устанавливают на четыре опорных штыря: 7030-2264 ГОСТ 1552-70
Корпус редуктора крепят гайкой через прихват. Все приспособление смонтировано на облегченной прямоугольной плите.
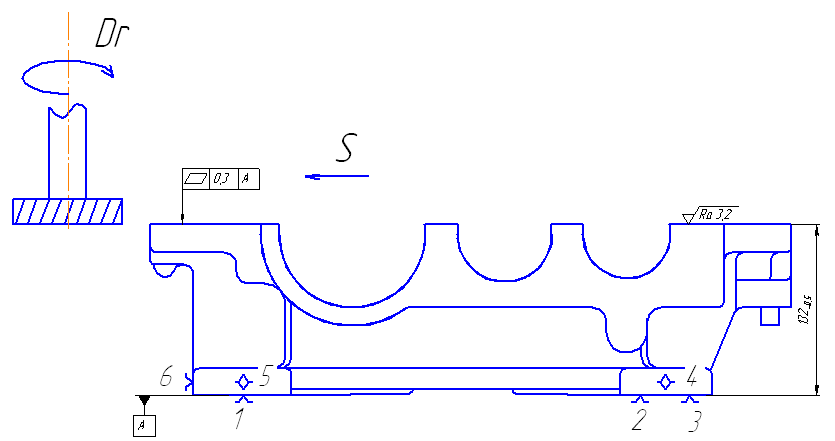
3. Расчет режимов резания
Для получения плоскости разъёма высотой l=132-0.5 мм необходимо фрезеровать корпус торцевой фрезой в 2 прохода.
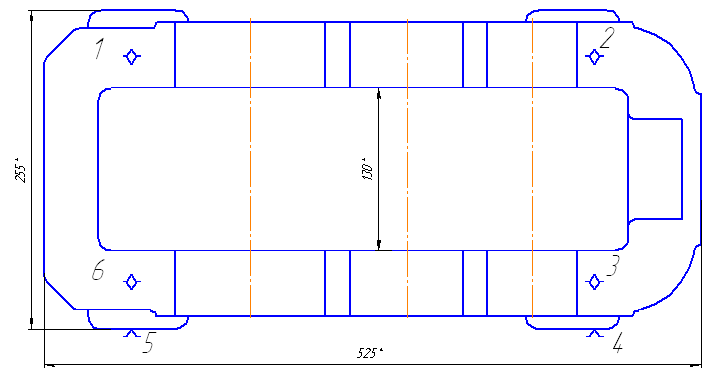
Операционный эскиз и теоретическая схема базирования на выполняемую операцию:
Из справочника нормативы режимов резания выбираем:
-глубина резания t=3,9 мм,
-подача So=0,18 мм/зуб,
-скорость VT=108 м/мин,
-мощность NT=7,9 кВт,
-сила
резания.
Теоретическая схема базирования на выполняемую операцию:
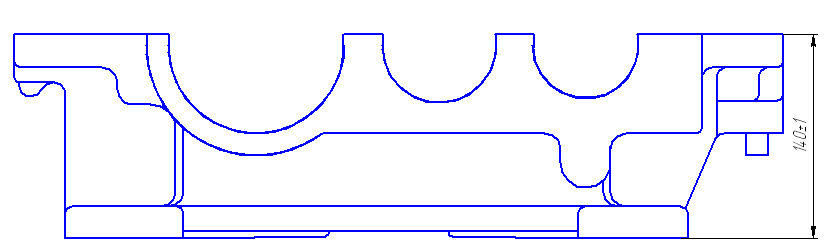
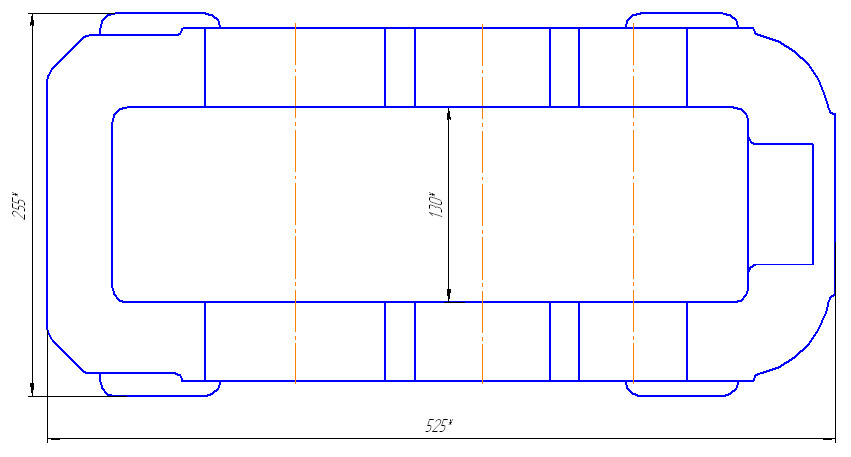
Операционный эскиз на предшествующию операцию:
Точки 1, 2, 3 – технологическая установочная, явная база;
точки 4, 5 – технологическая направляющая, явная база;
точка 6 – технологическая опорная, явная база.