

42. Механизм возникновения остаточных сварочных напряжений и деформаций.
Механизм образования сварочных напряжений и деформаций.Сварка металлов протекает в широком интервале температур: от температуры окружающей среды до 3000—4000° С. При этом интенсивному нагреву подвергаются небольшие объемы металла — шов и околошовная зона. С удалением от оси шва температура нагрева снижается, периферийные, участки свариваемых изделий могут вообще не подвергаться нагреву. Через определенный промежуток времени после начала сварки в теле изделия наступает предельное температурное состояние, характеризующееся постоянным положением изотерм в металле относительно источника тепла. После наступления предельного температурного состояния изотермы и источник тепла движутся с одинаковой скоростью, и различные сечения свариваемого изделия претерпевают в разные моменты времени одинаковые температурные состояния..
При рассмотрении механизма возникновения сварочных напряжений необходимо иметь в виду, что механические свойства металлов зависят от температуры. Например, предел текучести низкоуглеродистой стали при нагреве постепенно понижается. В интервале температур 500—600° С величина этой характеристики резко уменьшается. Практически можно принять, что при нагреве свыше 600° С низкоуглеродистая сталь имеет предел текучести, близкий к нулю.
Деформации в сварных конструкциях являются результатом наличия внутренних напряжений, которые могут вызываться различными причинами.
К неизбежным причинам, способствующим возникновению напряжений и деформаций, относятся такие, без которых процесс обработки происходить не может. К этим причинам при сварке относят неравномерный нагрев, кристаллизационную усадку швов, стуктурные изменения металла шва и околошовной зоны и т. д.
К сопутствующим причинам, способствующим возникновению напряжений и деформаций, относятся такие, без которых процесс сварки может происходить. К таким причинам при сварке относят неправильные решения конструкции сварных узлов (близкое расположение швов, их частое пересечение, неправильно выбранный тип соединения и т. д.), применение устаревшей техники и технологии сварки (неверно выбраны способы наложения слоев и диаметр электрода, не соблюдаются режимы сварки и т. д.), низкая квалификация сварщика, нарушение геометрических размеров сварных швов
Механизм образования напряжений и деформаций при сварке. Остаточные напряжения при сварке возникают в результате появления термопластических деформаций, которые образуются от неравномерного распределения температуры в изделии. Такие деформации бывают упругие и упруго-пластические.
При рассмотрении процесса возникновения деформаций при сварке следует учитывать, что в процессе охлаждения стали изменяются ее физические и механические
43. Методы борьбы со сварочными напряжениями и деформациями.
Рациональное конструирование сварных узлов. Рабочие чертежи сварных конструкций следует разрабатывать с учетом мероприятий по уменьшению сварочных напряжений и деформаций. Для этого сварные соединения конструируют таким образом, чтобы объем наплавленного металла был минимальным. Например, при толщине металла более 12 мм следует применять Х- и К-образную подготовку кромок. С этой же целью заменяют прерывистые соединения на сплошные швы меньшего сечения. Выполняют стыковые швы при минимальном угле раскрытия кромок и минимальном зазоре. Избегают резких переходов сечений, а также применяют преимущественно стыковые соединения и не допускают концентрации и пересечений сварных швов. Технология сборки и сварки. Порядок сборки под сварку, способ сварки, режимы сварки и последовательность наложения шва по его длине и сечению оказывают значительное влияние на величину деформаций и напряжений при сварке. Чтобы уменьшить остаточные деформации и напряжения конструкций и изделий при сборке, по возможности не допускают скрепления узлов и деталей прихватками, которые создают жесткое крепление. Для обеспечения подвижного состояния закрепленных деталей используют клиновые, центровочные и другие сборочные приспособления. Росту деформаций способствует, как правило, увеличение сечения шва.
Величина остаточных деформаций и напряжений зависит от порядка наложения швов по длине и сечению, поэтому при сварке листовых конструкций вначале выполняют поперечные швы отдельных поясов, а затем соединяют пояса между собой. Обратные деформации. Перед сваркой конструкции или элемента для уменьшения остаточной деформации искусственно создают деформацию, обратную по знаку по отношению к той, которая может возникнуть при сварке. На рис. 84 показаны некоторые примеры использования обратной деформации.
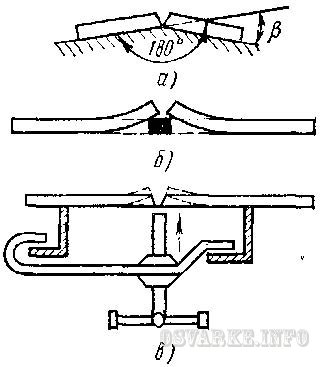
а - свободных листов небольшой ширины, б - свободных листов большой ширины, в - закрепленных листов
Деформации и напряжения при сварке сталей, чугуна и цветных металлов. При выборке метода уменьшения деформаций и напряжений, возникающих в процессе сварки, необходимо учитывать марку свариваемого металла.
При сварке пластин из углеродистой стали зазор можно делать меньше, чем при сварке медных пластин. При сварке медных пластин вследствие большого линейного и объемного расширения меди при маленьком зазоре в конце сварки пластины будут накладываться одна на другую. Если же их до начала сварки жестко закрепить, то в этом случае возникнут значительные остаточные напряжения и деформации. При сварке чугуна деформаций не возникает, так как при образовании значительных внутренних напряжений образуются трещины.
Для уменьшения деформаций и внутренних напряжений при сварке цветных металлов, имеющих значительный коэффициент линейного и объемного расширения, необходимо увеличивать зазор между свариваемыми кромками и уменьшать объем наплавленного металла, а также требуется жесткое закрепление свариваемых деталей.