23. Раскройте суть понятий: температурный интервал хрупкости, эффективный интервал кристаллизации, полигонизация.
Кристаллизационными трещинами называют макроскопические и микроскопические несплошности, имеющие характер надреза и зарождающиеся в процессе первичной кристаллизации металла шва. Эти трещины могут затем развиваться при остывании металла в твердом состоянии. Характерной особенностью кристаллизационных трещин является межкристаллический вид разрушения. Они тесно связаны с первичной структурой металла шва и расположены вдоль направления роста столбчатых кристаллитов.
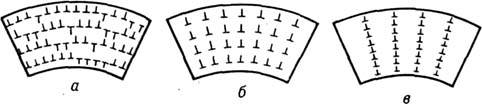
В зависимости от ориентации по отношению к оси шва кристаллизационные трещины бывают продольными и поперечными (рис. 6-1, а, б). Продольные трещины могут располагаться по оси шва в месте стыка столбчатых кристаллитов или между соседними кристаллитами, поперечные трещины — между соседними кристаллитами. Иногда наблюдаются дефекты, являющиеся комбинацией продольных и поперечных трещин (рис. 6-1, в).
Трещины, выходящие на поверхность шва, обнаруживаются при внешнем осмотре и с помощью магнитного порошка. Трещины, не выходящие на поверхность шва, обнаруживаются просвечиванием швов рентгеновскими или гамма-лучами, проверкой швов ультразвуком, при разрушении шва по его излому или по макро-и микрошлифам.
Трещины в подавляющем большинстве случаев являются недопустимым дефектом, так как могут послужить причиной (очагом) хрупкого, усталостного и коррозионного разрушения конструкции или детали в процессе изготовления, а также эксплуатации. Кристаллизационные трещины являются одним из основных видов брака при сварке.
Процесс образования кристаллизационных трещин может быть описан такой схемой. При затвердевании металл шва проходит через так называемый эффективный интервал кристаллизации, в котором металл находится в твердо-жидком состоянии,
Этот интервал начинается с переплетения и срастания дендритов в жесткий каркас и заканчивается полным затвердеванием металла. Твердо-жидкое состояние металла характеризуется повышенной хрупкостью, в связи, с чем эффективный интервал кристаллизации называют также температурным интервалом хрупкости-При переходе через нижний предел интервала хрупкости (температура реального солидуса) пластические свойства металла резко улучшаются. Величина температурного интервала хрупкости определяется химическим составом металла шва.
Затвердевание металла шва происходит в условиях воздействия растягивающих напряжений, возникающих в результате неравномерного нагрева и охлаждения свариваемого металла, жесткого закрепления деталей и затрудненного сокращения металла шва. Наличие растягивающих напряжений вызывает пластическую деформацию металла шва, причем интенсивность ее нарастания увеличивается со снижением температуры. Если в период пребывания металла шва в состоянии пониженной пластичности (в температурном интервале хрупкости) величина деформации превысит пластичность металла, произойдет разделение кристаллитов, т. е. образование трещин. Если пластическая деформация, которую претерпевает металл во время пребывания в температурном интервале хрупкости, не превзойдет величины пластичности самого металла, то кристаллизационное Трещины не образуются.
Таким образом, стойкость металла шва против кристаллизационных трещин определяется рядом взаимосвязанных факторов. Основными из них являются величина температурного интервала хрупкости (чем шире этот интервал, тем больше вероятность образования трещин), пластичность металла в этом интервале и интенсивность нарастания пластических деформаций по мере снижения температуры металла (темп деформации).
При разработке технологии сварки принимают, что стойкость металла шва против кристаллизационных трещин (технологическая прочность металла шва) зависит от следующих факторов: величины и скорости нарастания действующих в процессе кристаллизации металла шва растягивающих напряжений; химического состава металла шва, определяющего свойства его в период кристаллизации и длительность пребывания в состоянии, характеризуемом пониженной пластичностью, формы сварочной ванны, определяющей направление роста столбчатых кристаллитов, характер их смыкания между собой, расположение межкристаллит-ных участков по отношению к растягивающим напряжениям и характер изменения пластической деформации; величины первичных кристаллитов.
ТЕМПЕРАТУРНЫЙ ИНТЕРВАЛ ХРУПКОСТИ СПЛАВОВ - интервал температур, при которых затвердевающие сплавы обладают низкими механическими свойствами. Верхней границей температурного интервала хрупкости сплавов является температура начала линейной усадки сплава; нижней - температура вблизи температуры солидуса. В этом интервале большинство сплавов имеют пластичность 0,1 - 0,5% и разрушаются хрупко.
ПОЛИГОНИЗАЦИЯ (от греч. - многоугольный) - перераспределение дислокаций, первоначально расположенных в плоскостях скольжения незакономерно, с образованием более или менее правильных стенок (субграниц), разбивающих кристалл на фрагменты - субзёрна. При П. происходит выигрыш энергии из-за упорядочения в расположении дислокаций. Наиб. устойчива и энергетически выгодна конфигурация краевых дислокаций одного знака при их расположении друг над другом в направлении, перпендикулярном плоскости скольжения (т. н. вертикальная стенка, или граница наклона). Наиб. стабильному расположению винтовых дислокаций соответствует сетка пересекающихся дислокаций (граница кручения). Для образования таких конфигураций дислокаций необходимо не только их скольжение, но и переползание, т. е. диффузия. Поэтому П. протекает (после небольшой пластич. деформации) лишь при достаточно высокой темп-ре. Но скорость переползания зависит не только от скорости притока точечных дефектов к дислокациям, но и от характера их взаимодействия (в частности, от числа порогов и ширины расщепления дислокаций). В связи с этим сложный процесс П. не описывается одной энергией активации.
Процесс П. наглядно демонстрируется при отжиге слегка (чтобы не вызвать рекристаллизации) изогнутого монокристалла (рис. 1). Дислокации разного знака,
.