

8.Технология сборки и сварки балки коробчатого сечения.
Наиболее технологичной является балка коробчатого сечения, поэтому эта конструкция является более предпочтительной в тяжело нагруженных сварных узлах машин. По характеру эксплуатации элементы балки от сосредоточен¬ной нагрузки испытывают в верхней части сжатие, а в нижней - растяже¬ние. Это условие может быть выполнено лишь при наличии строительно¬го подъема (с) в среднем равного 0,001 длины.
Диафрагмы
выпол¬няют по всей высоте балки либо
чередуют с короткими длиной до 1/3 высоты
и приваривают к верхнему поясу сплошными
угловыми швами, а к вертикальным листам
- чаще всего прерывистыми швами. Раскрой
поясов и вертикальных стенок делают
так, чтобы в центре балки не было сварных
швов. Заготовки вырезают на гильотинных
ножницах из листов толщиной до 25 мм и
газовой резкой при большей толщине.
Кромки заготовок по контуру обрабатывают
на кромкострогальном станке. Кромки
диафрагм, соединяемые с поясом и
вертикальными стенками, механи¬чески
обрабатывают при строгом соблюдении
углов 90°. Отверстия в диафрагмах вырезают
газовой резкой.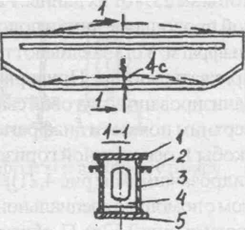
Рис.4.17. Схема балки мостового крана:
1 - верхний пояс (сжат);
2 - ребра жесткости;
3 - верти¬кальные стенки;
4 - диафрагмы;
5 - нижний пояс (растянут).
Сборку и сварку поясов осуществляют на хорошо выверенных стен¬дах. Сварные швы выполняют автоматической сваркой под флюсом. Швы двухсторонние, причем до толщины металла 40 мм соеди¬нение делают без разделки кромок, а свыше - с симметричной Х-образной фаской. С каждым поясом сваривается на том же режиме образец-свидетель, изготовленный из партии металла, используемого для изде¬лия. Проводят гамма- или рентгеновский контроль всех сварных швов. Из образца-свидетеля вырезают плоские контрольные образцы и опреде¬ляют механические свойства сварного соединения (В, °, кси). Верти¬кальные стенки собирают на аналогичном по конструкции рабочем мес¬те. Сварные швы вертикальных стенок контролируют неразрушающим методом дефектоскопии в объеме 25% от их длины. Размечают верхний пояс, нанося меловой струн¬кой продольные линии положения стенок и поперечные линии положения диафрагм. Устанавливают по инструментальному угольнику диафрагмы и прихватывают их. Приварку диафрагм к поясу выполняют ручной или ме¬ханизированной дуговой сваркой. Сборку вертикальных стенок с верхним поясом и диафрагмами проводят с использованием самоходной скобы, оснащенной горизонтальными и вертикальными пневмо- или гидрозажимами. Сварные швы, соединяющие диафрагмы с вертикальными стенками, выполняют механи¬зированной сваркой в среде углекислого газа или ручной дуговой сваркой в нижнем положении. Особое внимание при выполнении этой опе¬рации следую обратить на обеспечение эффективной вытяжной местной вентиляции практически замкнутого пространства внутри балки. Размечают нижний пояс, устанавливают и прихватывают косынки-ловители и укладывают пояс на П-образный профиль. После¬довательно прижимают пояс к вертикальным стенкам самоходной ско¬бой с прижимом и прихватывают в потолочном положении. Поясные швы балки выполняют в положении «в лодочку» автоматической сваркой под флюсом. Сварку ведут одновременно двумя сварочными трак¬торами в направлении от середины балки к ее краям, первыми сварива¬ют швы нижнего пояса. Хорошо подобранные режимы и каче-ственно выполненная сварка обеспечивают получение швов с мениском, т.е. плавным переходом от стенки к поясу. При приварке ребер жесткос¬ти, а также боковых ферм, площадок под механизмы и других элементов конструкции, устанавливаемых на вертикальные стенки, предварительно выгибают балку в обратную сторону ожидаемой деформации при сварочных работах. Усилия создают грузами или грузозахватами.
Наиболее технологичной является балка коробчатого сечения, поэтому эта конструкция является более предпочтительной в тяжело нагруженных сварных узлах машин. По характеру эксплуатации элементы балки от сосредоточенной нагрузки испытывают в верхней части сжатие, а в нижней - растяжение. Это условие может быть выполнено лишь при наличии строительного подъема (с) в среднем равного 0,001 длины.
Диафрагмы выполняют по всей высоте балки либо чередуют с короткими длиной до 1/3 высоты и приваривают к верхнему поясу сплошными угловыми швами, а к вертикальным листам - чаще всего прерывистыми швами. Раскрой поясов и вертикальных стенок делают так, чтобы в центре балки не было сварных швов. Заготовки вырезают на гильотинных ножницах из листов толщиной до 25 мм и газовой резкой при большей толщине. Кромки заготовок по контуру обрабатывают на кромкострогальном станке. Кромки диафрагм, соединяемые с поясом и вертикальными стенками, механически обрабатывают при строгом соблюдении углов 90°. Отверстия в диафрагмах вырезают газовой резкой. Рис.4.17. Схема балки мостового крана: 1 - верхний пояс (сжат)2 - ребра жесткости; 3 - вертикальные стенки; 4 - диафрагмы; 5 - нижний пояс (растянут).Сборку и сварку поясов осуществляют на хорошо выверенных стендах. Сварные швы выполняют автоматической сваркой под флюсом. Швы двухсторонние, причем до толщины металла 40 мм соединение делают без разделки кромок, а свыше - с симметричной Х-образной фаской. С каждым поясом сваривается на том же режиме образец-свидетель, изготовленный из партии металла, используемого для изделия. Проводят гамма- или рентгеновский контроль всех сварных швов. Из образца-свидетеля вырезают плоские контрольные образцы и определяют механические свойства сварного соединения (В, °, кси). Вертикальные стенки собирают на аналогичном по конструкции рабочем месте. Сварные швы вертикальных стенок контролируют неразрушающим методом дефектоскопии в объеме 25% от их длины. Размечают верхний пояс, нанося меловой стрункой продольные линии положения стенок и поперечные линии положения диафрагм. Устанавливают по инструментальному угольнику диафрагмы и прихватывают их. Приварку диафрагм к поясу выполняют ручной или механизированной дуговой сваркой. Сборку вертикальных стенок с верхним поясом и диафрагмами проводят с использованием самоходной скобы, оснащенной горизонтальными и вертикальными пневмо- или гидрозажимами. Сварные швы, соединяющие диафрагмы с вертикальными стенками, выполняют механизированной сваркой в среде углекислого газа или ручной дуговой сваркой в нижнем положении. Особое внимание при выполнении этой операции следую обратить на обеспечение эффективной вытяжной местной вентиляции практически замкнутого пространства внутри балки. Размечают нижний пояс, устанавливают и прихватывают косынки-ловители и укладывают пояс на П-образный профиль. Последовательно прижимают пояс к вертикальным стенкам самоходной скобой с прижимом и прихватывают в потолочном положении. Поясные швы балки выполняют в положении «в лодочку» автоматической сваркой под флюсом. Сварку ведут одновременно двумя сварочными тракторами в направлении от середины балки к ее краям, первыми сваривают швы нижнего пояса. Хорошо подобранные режимы и качественно выполненная сварка обеспечивают получение швов с мениском, т.е. плавным переходом от стенки к поясу. При приварке ребер жесткости, а также боковых ферм, площадок под механизмы и других элементов конструкции, устанавливаемых на вертикальные стенки, предварительно выгибают балку в обратную сторону ожидаемой деформации при сварочных работах. Усилия создают грузами или грузозахватами.