Проектирование сварных конструкций
Основные особенности сварных конструкций, определяющие методику проектирования
При проектировании сварных соединений и конструкций необходимо учитывать ряд особенностей: Органическая связь отдельных элементов конструкции, выполненная при помощи сварного шва. Это означает, что сварная конструкция сочетает в себе преимущества составных и монолитных изделий; Лёгкость придания конструкциям разнообразных форм, т.к. при сварке не требуется применение дополнительных элементов; Возможность использования заготовок, полученных различными технологическими процессами; Возможность использования в сварных конструкциях разнородных материалов; Взаимное влияние технологии изготовления и сварной конструкции; Наличие в сварных соединений и узлах различного рода неоднородностей свойств; Наличие сварочных деформаций и перемещений. Их появление вызывает искажение формы и размеров конструкции, что делает работу этой конструкции невозможной.
Требования к сварным конструкциям: СК должна иметь такие размеры, чтобы одновременно обеспечивались требования прочности, жесткости и экономичности; СК должна обеспечивать требования жесткости; СК должна быть устойчивой. Общей задачей расчета и проектирования СК является обеспечение прочности, жесткости и устойчивости элементов конструкции при одновременном обеспечении требований экономичности и долговечности.
Особенности оценки прочности сварных узлов по допускаемым напряжениям ,достоинства и недостатки
3. Величина и характер распределения остаточных напряжений в сварных соединениях низкоуглеродистых и легированных сталей , алюминиевых и титановых сплавов
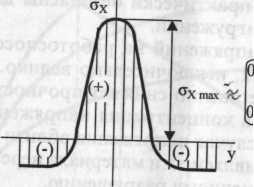
1. Низкоуглеродистые стали. В этом случае для металла толщиной до 15 – 20 мм
максимальные остаточные напряжения
![]()
Возможны два случая выполнения сварки легированных сталей.
а. Сварка без присадочного материала или с использованием присадочной проволоки того же состава, что и основной металл. В этом случае эпюра остаточных сварочных ох будет выглядеть аналогично рис.1.13.

(ширина юны пластических деформаций)
Рис.1.13
При сварке сталей происходят структурные превращения как в процессе высокого нагрева, так и в процессе остывания. Структурные превращения сопровождаются объемными изменениями. В низкоуглеродистых сталях структурные превращения происходят при высоких температурах, превышающих температуру, при которой материал переходит в пластическое состояние. Вследствие этого все объемные изменения не отражаются на деформации изделия. При сварке легированных сталей структурные превращения происходят при более низких температурах, когда основной металл уже обладает упругими свойствами и объемные изменения, связанные с распадом аустенита, могут отразиться на общих деформациях изделия.
Наибольшие объемные изменения происходят при образовании мартенсита в результате распада аустенита, т.е. при закалке стали, нагревавшейся во время сварки выше точки Ас1 (Т = 770...900"с). Объемные изменения при мартенситных превращениях вызывают соответствующие изменения общих сварочных деформаций.
бе. Легированная сталь сваривается аустенитной проволокой. В этом случае напряжения в металле шва будут примерно равны ot аустенитного металла
3. Особенностью распределения остаточных напряжений в сварных соединениях из алюминиевых сплавов следует считать также значительное снижение в центре шва компонентов остаточных напряжений (рис. 1.15).
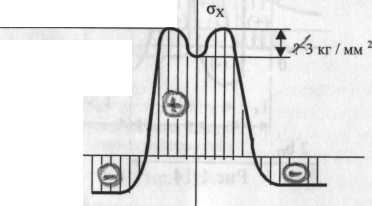
Этот эффект наблюдается в большей степени в швах термически упрочняемых сплавов. Следует предположить, что снижению уровня остаточных напряжений в средней части шва
способствуют релаксационные процессы, которые при Т>250°С протекают весьма интенсивно.
4. Титановые сплавы. Величина остаточных напряжений значительно меньше сигма Т , так как коэффициент линейного расширения сравнительно высок. Мах остаточные напряжения в зоне шва составляют около 0.5 от сигма Т