Московский государственный технический университет им. Н.Э.Баумана
Домашнее задание №1
по курсу «Технология конструкционных материалов»
Вариант 1
Выполнил студент
группы Э8-61
Николаев А.Н.
Преподаватель:
Ярославцев В.М.
Москва 2013 г.
Содержание
Задание и исходные данные…………………………………………………… стр. 3
Анализ чертежа ………………………………………………………………. стр 4
Главный вид чертежа детали ……………………………………………… стр. 5
Разработка чертежа отливки ……………………………………………… стр. 6
Нанесение предварительной плоскости разъема ………………….….стр. 6
Нанесение припусков на механическую обработку …………………. стр.6
Нанесение формовочных уклонов ………………………………….… стр. 11
Нанесение галтелей …………………………………………………….. стр.12
Назначение неуказанных литейных радиусов ……………………….… стр. 12
Чертеж отливки ………………………………………………………….. стр. 13
Проектирование инструмента для изготовления отливки …………... стр. 14
Разработка стержня ……………………………………………………. стр. 14
Чертеж отливки вместе со стержнем …………………………………. стр. 15
Чертеж эскиза модели ………………………………………………….. стр. 16
Разработка эскиза литейной формы …………………………………….. стр. 17
Анализ и отработка на технологичность конструкции литой детали. стр. 18
Качественная оценка конструкции детали на технологичность ……... стр. 18
Эскиз детали с внесенными изменениями …………………………….. стр. 19
Список использованной литературы…………………………………….. стр. 20
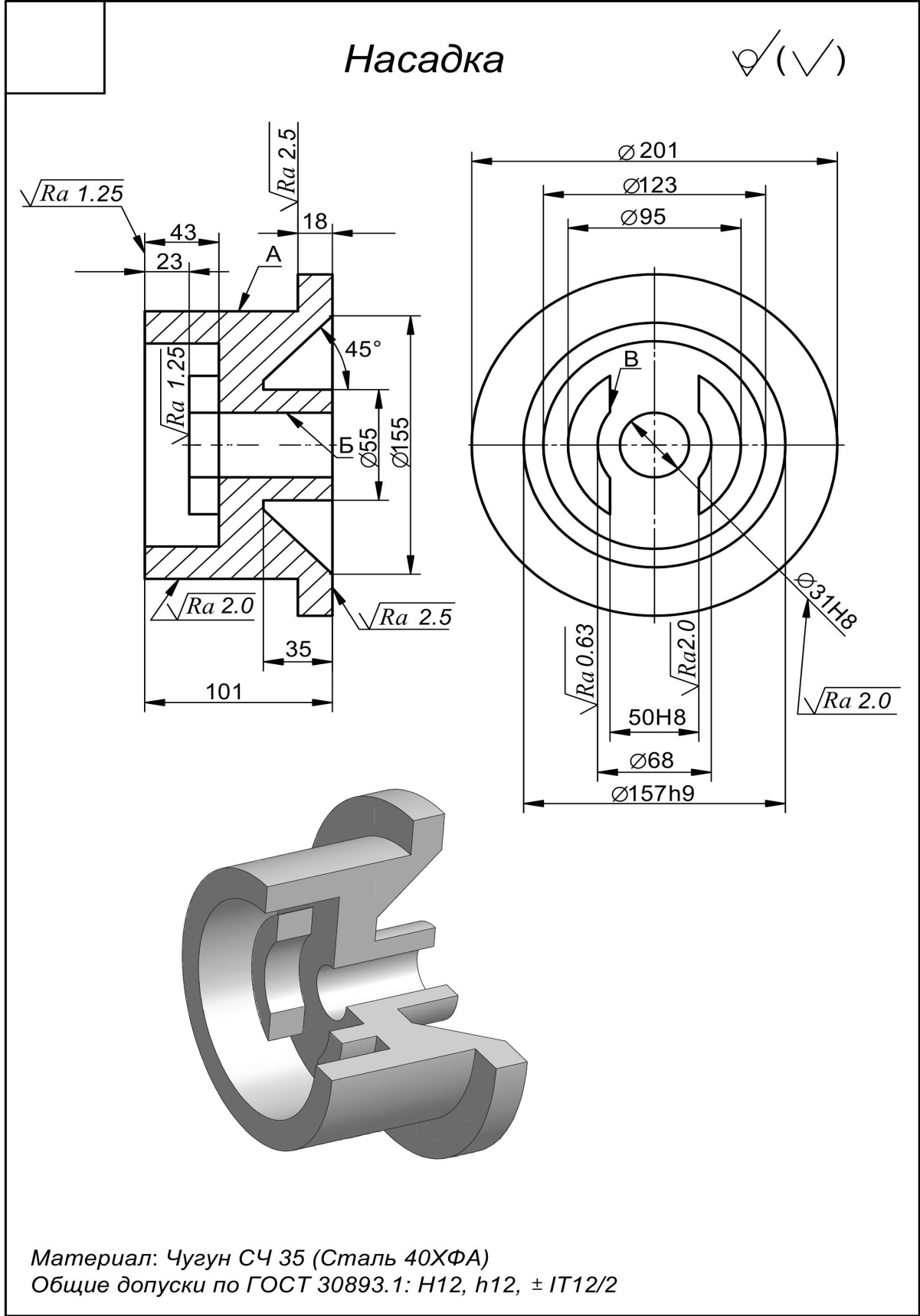
Задание:
Для детали «Насадка» (вариант №1) разработать чертеж отливки и дать эскиз литейной формы. Выполнить анализ и отработать на технологичность конструкцию детали, выполненную из заготовки – отливки.
Исходные данные:
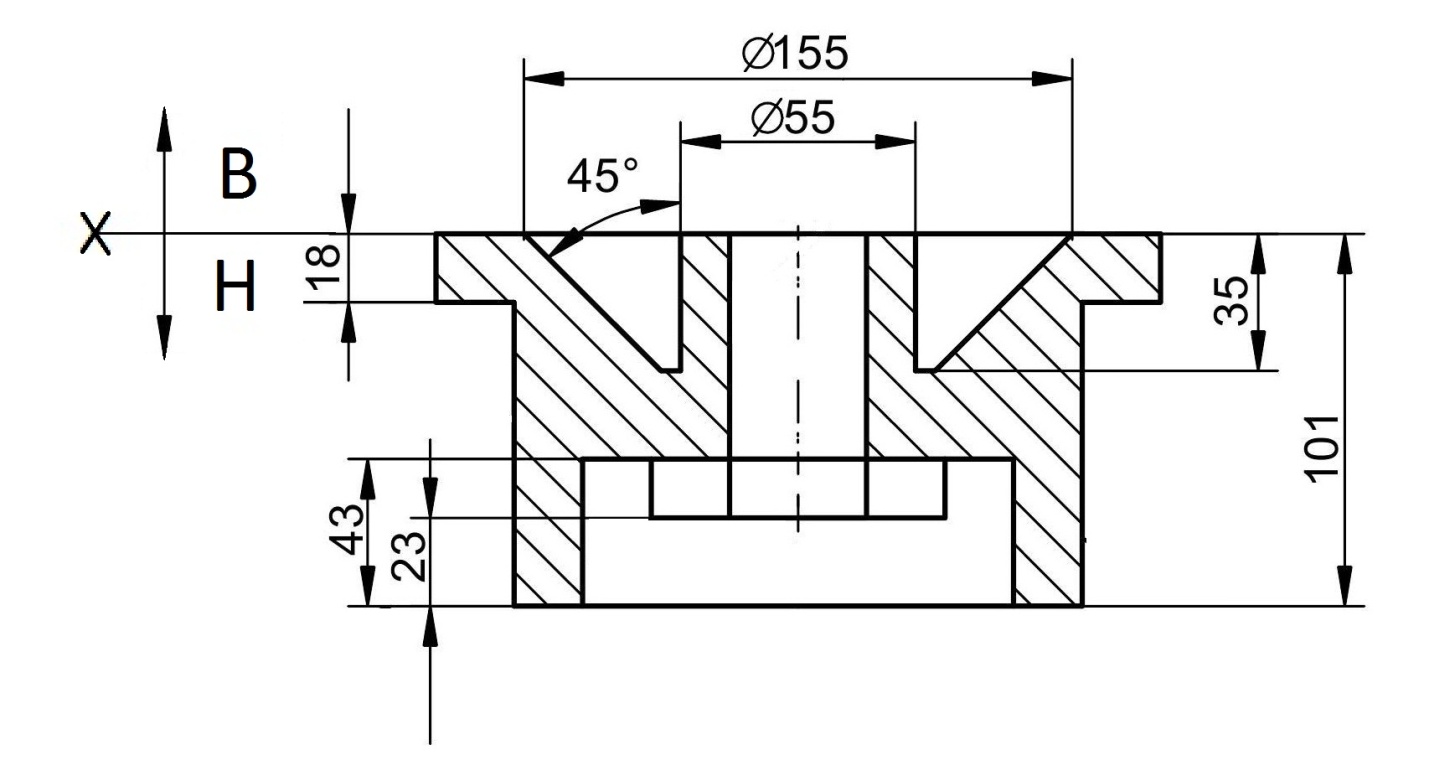
Рабочий чертеж детали
Метод получения заготовки: литье
Способ получения: литье в песчаную форму
Модель – деревянная
Материал: чугун (СЧ-25)
Тип производства – единичное
Разработка чертежа отливки:
Исходным документом для разработки чертежа отливки является чертеж детали
Проанализируем чертеж детали
Пусть плоскость разъема будет проходить по горизонтальной плоскости перпендикулярно оси симметрии. Данное решение принимаем руководствуясь следующими соображениями: в таком случае отливку можно наиболее просто извлечь из формы, будет иметь место направленное застывание металла, наибольший габаритный размер будет расположено параллельно линии разъема.
Главный вид чертежа детали в том положении, в котором отливка будет располагаться в форме
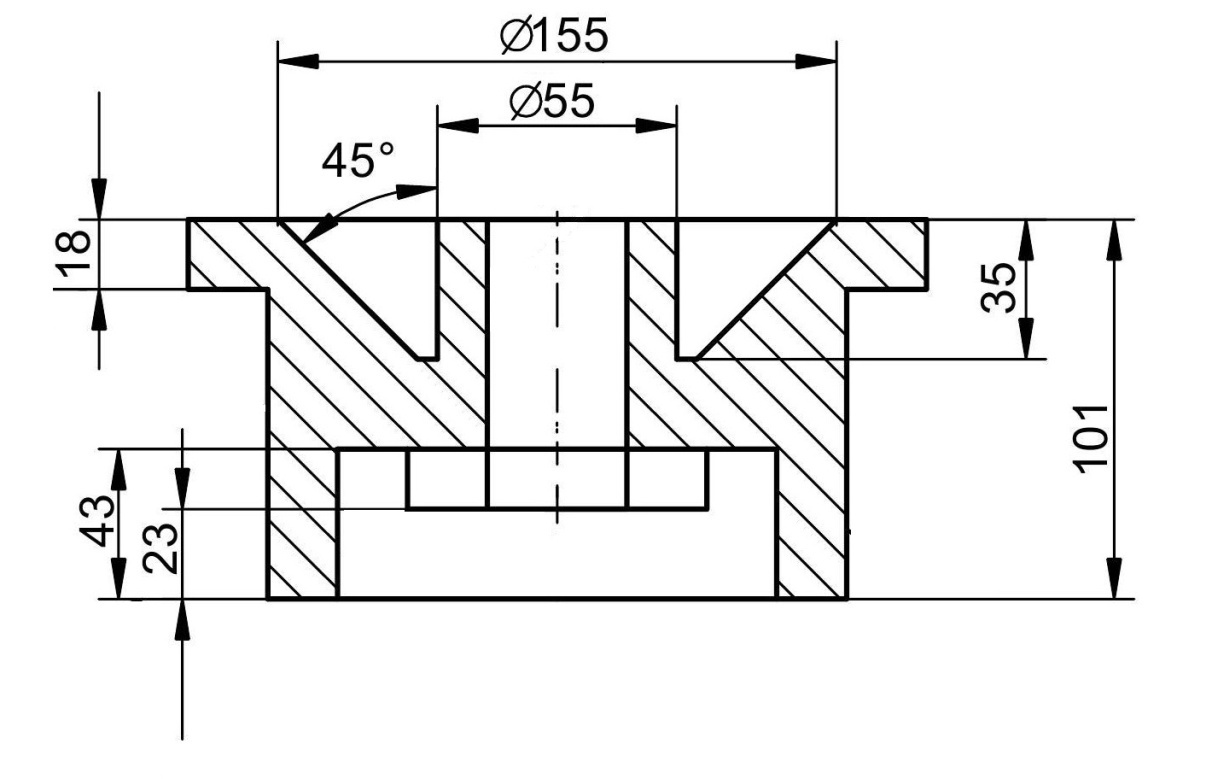
Разработка чертежа отливки
3.1)
Предварительно нанесем плоскость
разъема отливки и укажем вверх и низ
отливки.
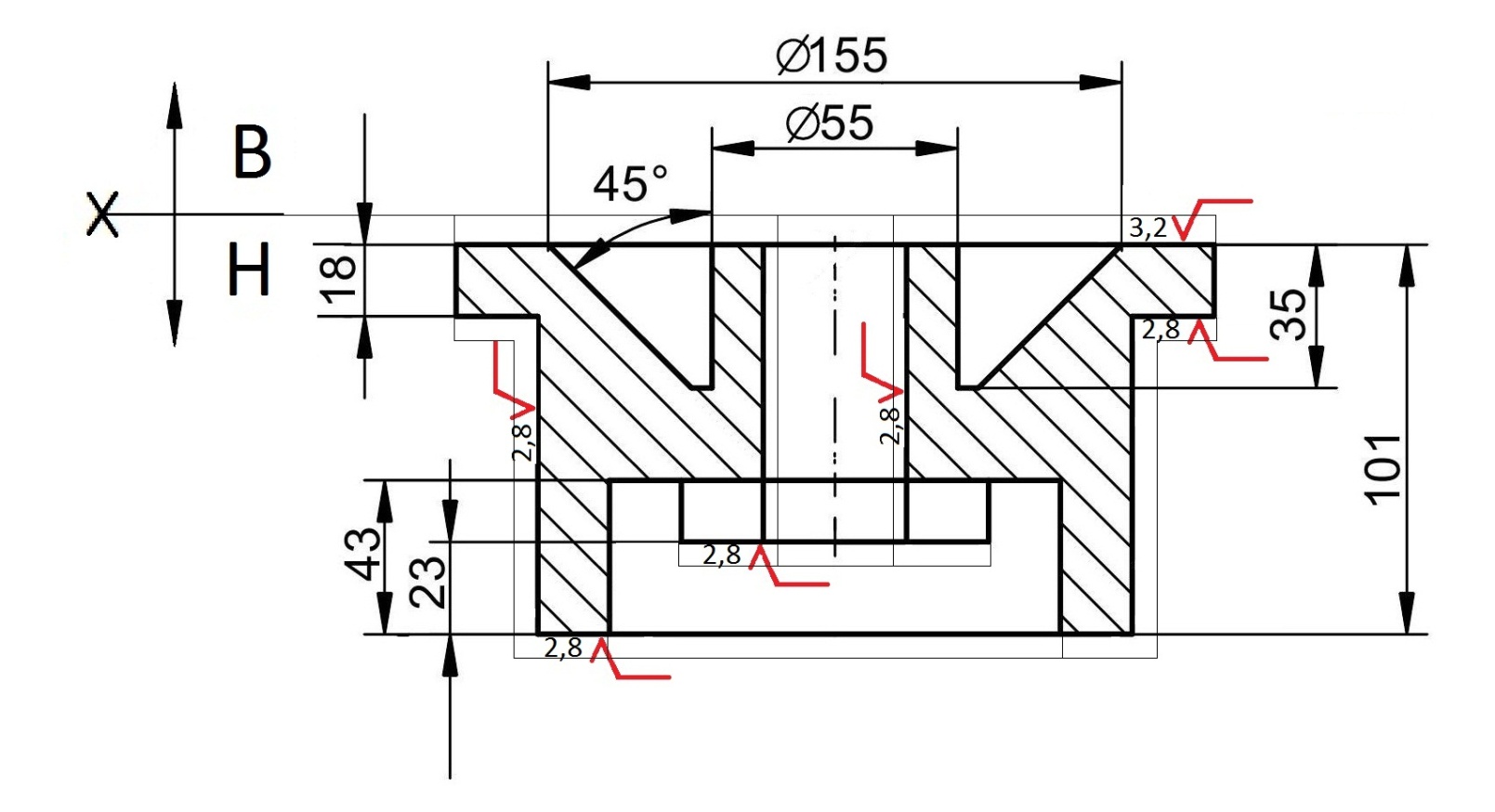
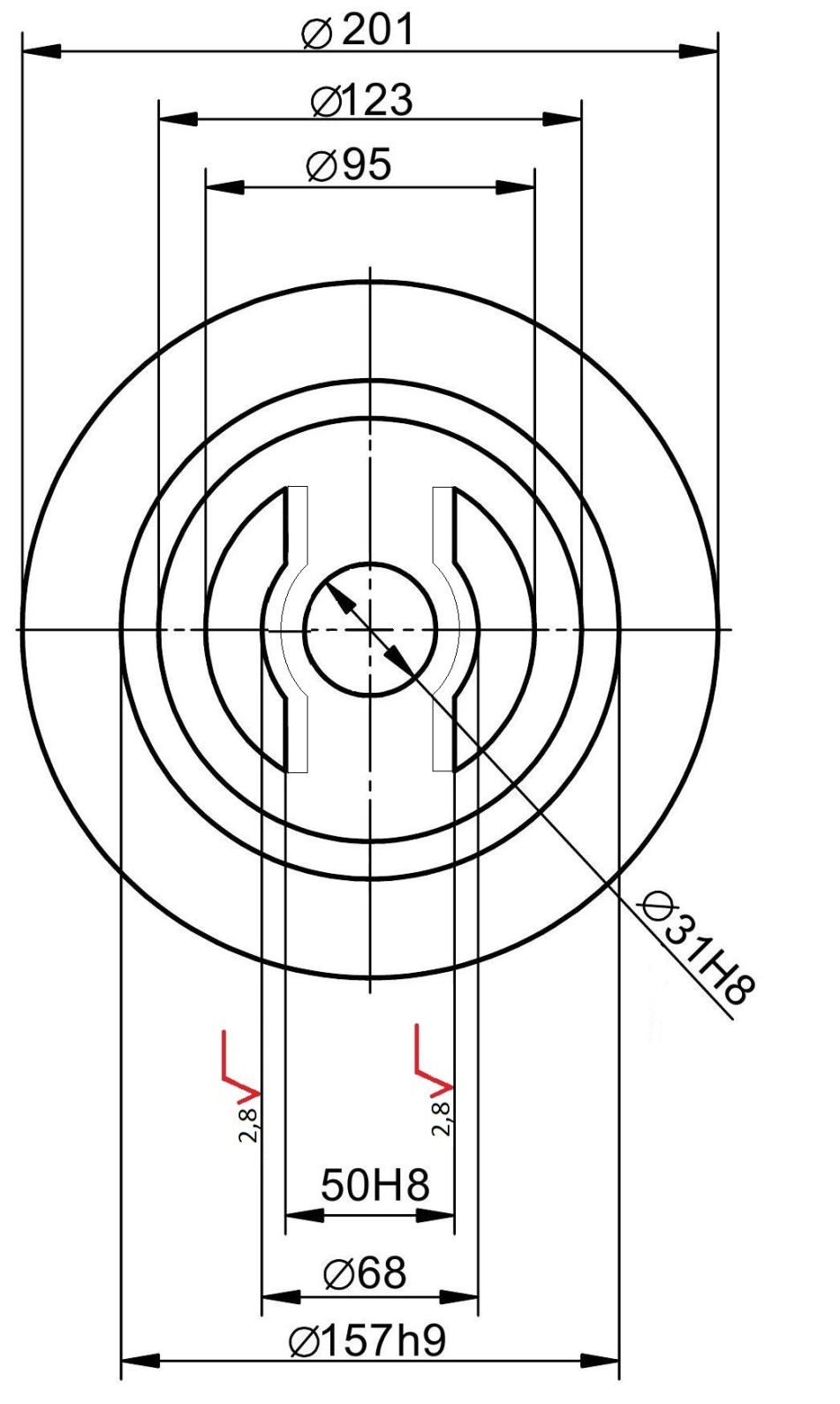
 3.2)
Нанесем припуски h
на механическую обработку. Для этого
нанесем значки на поверхности, подлежащие
обработке. Припуск назначаем по выданным
таблицам №2, №3, №4.
3.2)
Нанесем припуски h
на механическую обработку. Для этого
нанесем значки на поверхности, подлежащие
обработке. Припуск назначаем по выданным
таблицам №2, №3, №4.
|
|
|
Таблица №2 |
|
К |
||||
Способ литья |
Максимальный размер отливки, мм |
Тип металла и сплава |
||
Цветные |
Серый чугун |
Сталь |
||
Под давлением, выжиманием, вакуумным всасыванием |
До 100 |
3...5 |
3...6 |
4...7 |
1 |
1 |
1 |
||
Более 100 |
3...6 |
4...7 |
5...7 |
|
1 |
1 |
1 |
||
В керамические формы по выплавляемым и выжигаемым моделям |
До 100 |
3...6 |
4...7 |
5...7 |
1 |
1...2 |
1...2 |
||
Более 100 |
4...7 |
5...7 |
5...6 |
|
1...2 |
1...2 |
1...2 |
||
В кокиль и под низким давлением б ез и с песчаными стержнями, литье в формы, отверждаемые в контакте с оснасткой |
До 100 |
4...9 |
5...10 |
5...11 |
1...2 |
1...3 |
1...3 |
||
100-630 |
5...10. |
5...11. |
6...11. |
|
1...3 |
1...3 |
2...4 |
||
Более 630 |
5...11 |
6...11 |
7...12 |
|
1...3 |
2...4 |
2...5 |
||
Литье в песчаные формы (сырые и сухие), центробежное литье |
До 630 |
6...11 |
7...12 |
7...13 |
2…4 |
2...4 |
2...5 |
||
630-4000 |
7...12 |
8...13 |
9...13 |
|
2...4 |
3...5 |
3...6. |
||
Более 4000 |
8...13 |
9...13 |
9...13 |
|
3...5 |
3...6 |
4...6 |
||
|
|
|
|
|
Примечание: В числителе указаны классы точности размеров, в знаменателе - ряды припусков. Меньшие их значения относятся к простым отливкам и условиям массового автоматизированного производства; большие - к сложным, мелкосерийно и индивидуально изготовленным отливкам; средние - к отливкам средней сложности и условиям механизированного серийного производства. |
||||
 лассы
точности размеров и ряды припусков
на механическую обработку отливок
для различных способов литья
лассы
точности размеров и ряды припусков
на механическую обработку отливок
для различных способов литья
А)
Согласно таблице №2 интервалы возможных
значений классов точности и рядов
припусков составляют
 (максимальный
габаритный размер отливки не превышает
630 мм, материал – серый чугун) Учитывая
что отливка имеет простую форму принимаем
класс точности 7, ряд припуска 2,
обеспечивающие наиболее жесткие величины
допусков на размеры отливки и припуски
на её механическую обработку.
(максимальный
габаритный размер отливки не превышает
630 мм, материал – серый чугун) Учитывая
что отливка имеет простую форму принимаем
класс точности 7, ряд припуска 2,
обеспечивающие наиболее жесткие величины
допусков на размеры отливки и припуски
на её механическую обработку.
Допуски линейных размеров отливок (на сторону) |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Номинальный размер, мм |
Допуски размеров отливок, мм, не более, для классов точности |
|||||||||||||||
1 |
2 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
|||
До 4 |
0,06 |
0,08 |
0,16 |
0,24 |
0,32 |
0,50 |
0,61 |
1,00 |
1,20 |
2,00 |
- |
- |
- |
|
||
4..6 |
0,07 |
0,09 |
0,18 |
0,28 |
0,36 |
0,56 |
0,70 |
1,10 |
1,40 |
2,20 |
2,80 |
- |
- |
|
||
7..10 |
0,08 |
0,10 |
0,20 |
0,32 |
0,40 |
0,64 |
0,80 |
1,20 |
1,60 |
2,40 |
3,20 |
5,00 |
- |
|
||
11..16 |
0,09 |
0,11 |
0,22 |
0,36 |
0,44 |
0,70 |
0,90 |
1,40 |
1,80 |
2,80 |
3,60 |
5,60 |
7,00 |
|
||
17..25 |
0,10 |
0,12 |
0,24 |
0,40 |
0,50 |
0,80 |
1,00 |
1,60 |
2,00 |
3,20 |
4,00 |
6,40 |
8,00 |
|
||
26..40 |
0,11 |
0,14 |
0,28 |
0,44 |
0,56 |
0,90 |
1,10 |
1,80 |
2,20 |
3,60 |
4,40 |
7,00 |
9,00 |
|
||
40..63 |
0,12 |
0,16 |
0,32 |
0,50 |
0,64 |
1,00 |
1,20 |
2,00 |
2,40 |
4,00 |
5,00 |
8,00 |
10,00 |
|
||
64..100 |
0,14 |
0,18 |
0,38 |
0,56 |
0,70 |
1,10 |
1,40 |
2,20 |
2,80 |
4,40 |
5,60 |
9,00 |
11,00 |
|
||
101..160 |
0,16 |
0,20 |
0,40 |
0,64 |
0,80 |
1,20 |
1,60 |
2,40 |
3,20 |
5,00 |
6,40 |
10,00 |
12,00 |
|
||
161..250 |
- |
- |
0,44 |
0,70 |
0,90 |
1,40 |
1,80 |
2,80 |
3,60 |
5,60 |
7,00 |
11,00 |
14,00 |
|
||
251..400 |
- |
- |
0,50 |
0,80 |
1,00 |
1,60 |
2,00 |
3,20 |
4,00 |
6,40 |
8,00 |
12,00 |
16,00 |
|
||
Б) Из табл. №3 по установленным классу точности и номинальному размеру поверхности, определяется численное значение допуска (Td=1.40)
|
|
|
|
|
Таблица№4 |
|
Припуски на механическую обработку |
||||||
|
|
|
|
|
|
|
Допуски размеров отливок, мм |
Для рядов, не более |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
|
До 0,12 |
0,4 |
- |
- |
- |
- |
- |
0,12...0,16 |
0,5 |
0,8 |
- |
- |
- |
- |
0,16...0,20 |
0,6 |
1,0 |
1,4 |
- |
- |
- |
0,20...0,24 |
0,7 |
1,1 |
1,5 |
- |
- |
- |
0,24...0,30 |
0,8 |
1,2 |
1,6 |
2,2 |
3,0 |
- |
0,30...0,40 |
0,9 |
1,3 |
1,8 |
2,4 |
3,2 |
- |
0,40...0,50 |
1,0 |
1,4 |
2,0 |
2,6 |
3,5 |
- |
0,50...0,60 |
1,2 |
1,6 |
2,2 |
2,8 |
3,6 |
- |
0,60...0,80 |
1,4 |
1,8 |
2,4 |
3,0 |
3,8 |
5,0 |
0,80...1,0 |
1,6 |
2,0 |
2,8 |
3,2 |
4,0 |
5,5 |
1,0...1,2 |
2,0 |
2,4 |
3,0 |
3,4 |
4,2 |
6,0 |
1,2...1,6 |
2,4 |
2,8 |
3,2 |
3,8 |
4,6 |
6,5 |
1,6...2,0 |
2,8 |
3,2 |
3,6 |
4,2 |
5,0 |
7,0 |
2,0...2,4 |
3,2 |
3,6 |
4,0 |
4,6 |
5,5 |
7,5 |
2,4...3,0 |
3,6 |
4,0 |
4,5 |
5,0 |
6,5 |
8,0 |
3,0...4,0 |
4,5 |
5,0 |
5,5 |
6,5 |
7,0 |
9,0 |
4,0...5,0 |
5,5 |
6,0 |
6,5 |
7,5 |
8,0 |
10,0 |
В) Из табл.4 по величине допуска на размер найденного по табл. №2 ряда припуска определим припуски на механическую обработку. Для допуска Td=1.40 и ряда 2 припуск на механическую обработку будет равен 2.8.
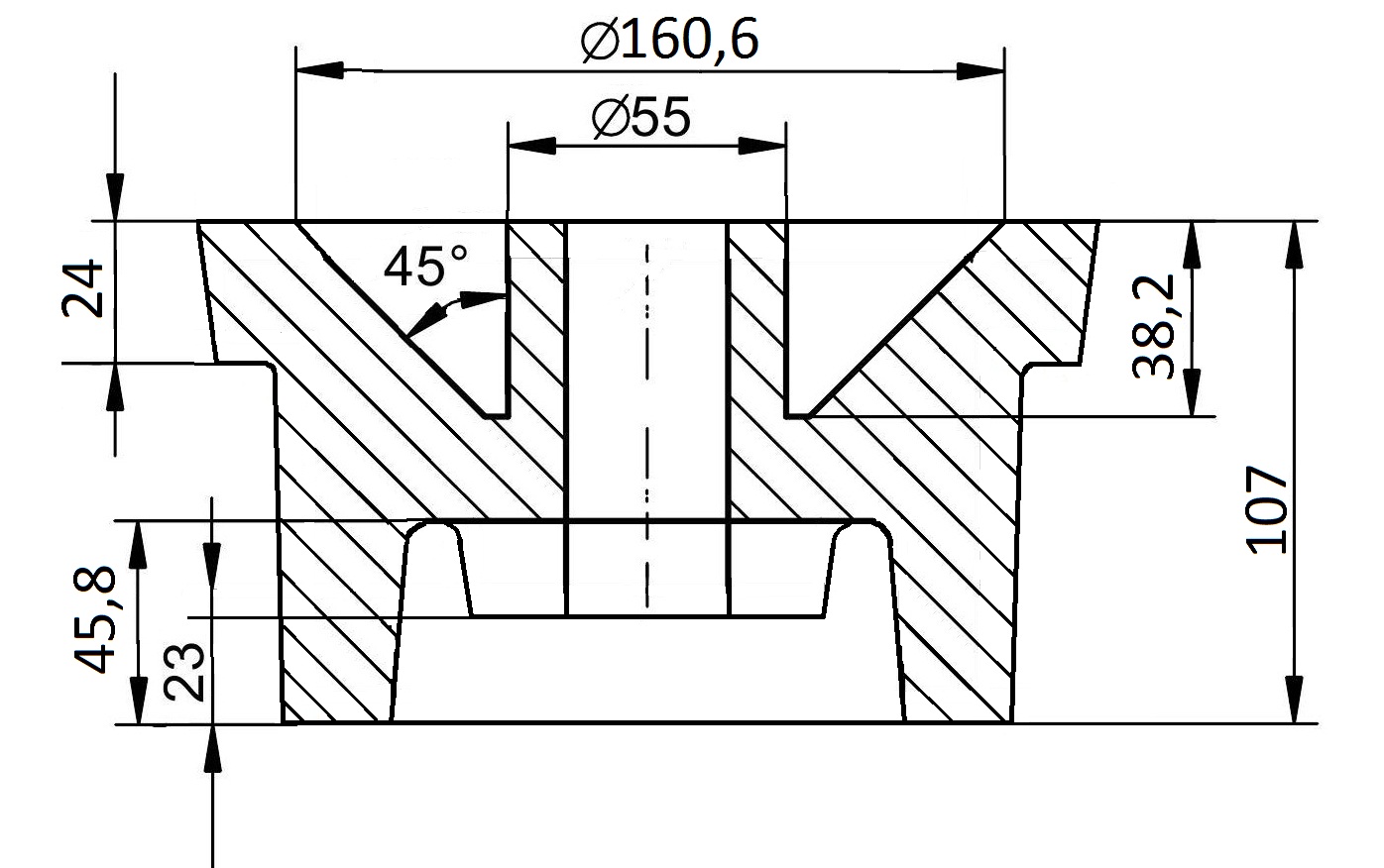
В результате получаем: для отливки 7-го класса точности с размером 201 мм допуск будет равен 1.4 мм, припуск на обработку 2.8 мм (3.2 мм для верхней поверхности)
 Отметим
окончательное положение плоскости
разъема, и начертим деталь с учетом
припусков на механическую обработку.
Отметим
окончательное положение плоскости
разъема, и начертим деталь с учетом
припусков на механическую обработку.
3.3) Нанесем формовочные уклоны пользуясь табл. №5
|
|
|
Таблица №5 |
|
Формовочные уклоны |
||||
|
|
|
|
|
Высота поверхности модели, извлекаемой из формы |
Угол наклона поверхностей, |
|||
образующих полость формы |
образующих узкие выступы и углубления в полости формы |
|||
Металлическая, пластмассовая модели |
Деревянная модель |
Металлическая, пластмассовая модели |
Деревянная модель |
|
20 |
1°30' |
3° |
3° |
3° |
21...50 |
1° |
1°30' |
2° |
2°30' |
51...100 |
0°45' |
1° |
1° |
1°30' |
101...200 |
0°30' |
0°45' |
0°45' |
1° |
201...300 |
0°30' |
0°30' |
0°45' |
1° |
301...800 |
0°20' |
0°30' |
0°30' |
0°45' |
801...2000 |
- |
0°20' |
- |
0°30' |
>2000 |
- |
- |
- |
0°15' |
Т.к. используется деревянная модель для участка длиной 83мм (с учетом припусков на обработку) назначаем уклоны 1° для участков длиной 45.8 мм, 24 мм и 22.8 мм назначаем уклон в 1°30' согласно вышеуказанной таблице.

3.4) Нанесем на чертеж галтели исходя из формулы:
R=(1/3;1/5)
Где
полусумма
толщин сопрягаемых стенок отливки,
коэффициент 1.3 назначают в случае
 50мм,
1.5
назначают в случае
50мм,
1.5
назначают в случае
 50мм.
50мм.
В
данном случае галтелей будет три, для
которых a=23
или 24мм,
b=22,8
мм, т.к. (23+22,8)/2=22,9<50 мм и (24+22,8)/2=23,4<50
то принимаем коэффициент 1.3. Тогда радиус
галтелей R= =
8 мм и R=
=
8 мм и R= =
8 мм , полученный радиус отвечает
стандартному ряду чисел : 1,2,3,5,8…
=
8 мм , полученный радиус отвечает
стандартному ряду чисел : 1,2,3,5,8…
Следовательно R принимаем 8 мм.
Тогда получаем:
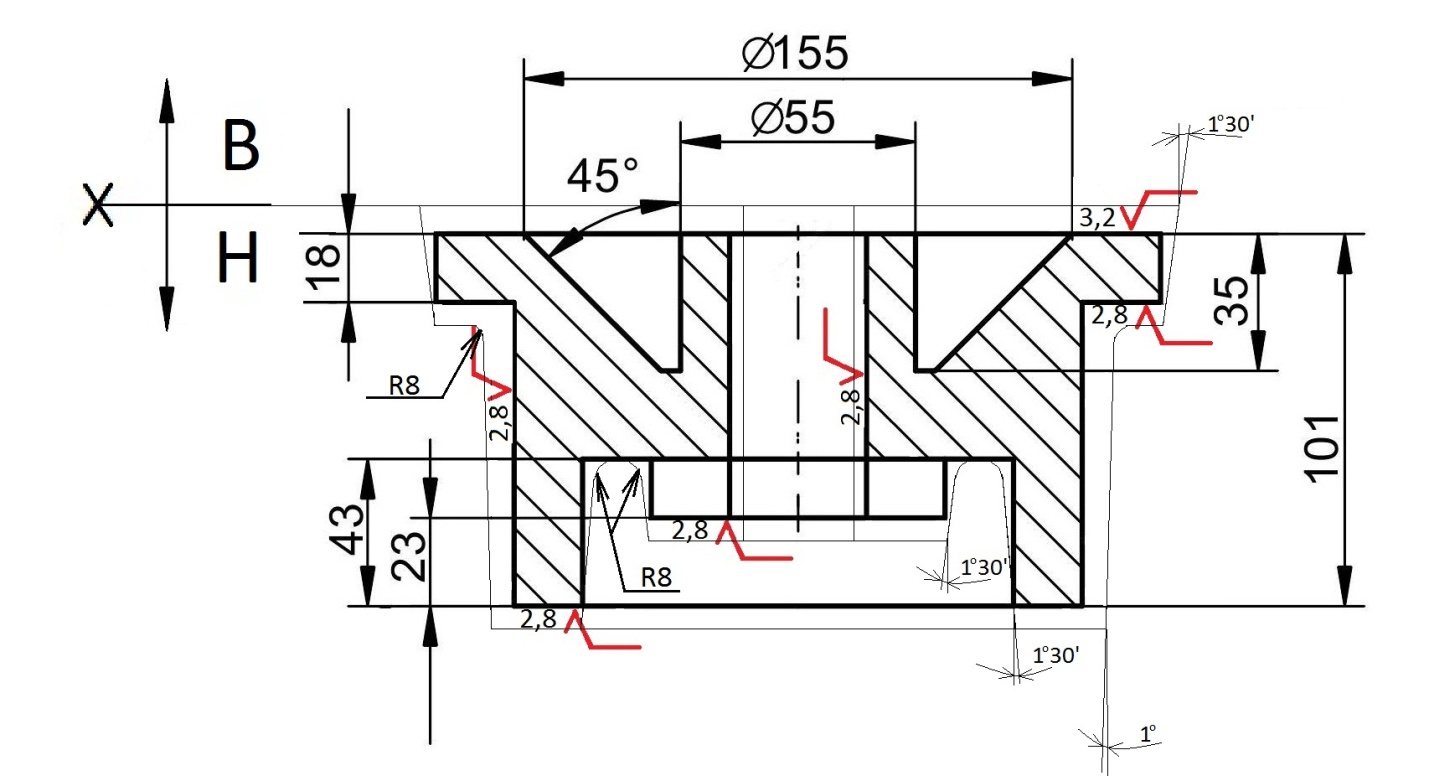
3.5) Назначим неуказанные литейные радиусы на острые углы: «Неуказанные литейные радиусы R=3»
3.6)Вычертим
получившейся чертеж отливки