

Люнет с вращающимся самоцентрирующим патроном
На машиностроительных заводах
часто производится подрезка торцов и
расточка отверстий в трубах. Для
выполнения этой операции в. обычном
люнете необходимо на наружной поверхности
трубы делать специальные технологические
наружные проточки под люнет, так к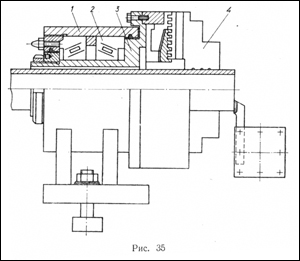 ак
без них при расточке может получиться
отверстие неправильной формы.
Конструкция
самоцентрирующего люнета (рис. 35)
обеспечивает расточку и подрезку труб
без предварительной проточки шеек под
люнет. В корпусе 1 приспособления,
закрепляемом на станине на роликовых
подшипниках 2, установлена втулка 3, на
фланце которой крепится самоцентрирующий
трехкулачковый патрон 4. Трубу, торец
которой подлежит обработке, одним концом
закрепляют в самоцентрирующем патроне,
установленном на шпинделе станка, а
другим — в кулачках патрона, закрепленного
на втулке 3 приспособления.
ак
без них при расточке может получиться
отверстие неправильной формы.
Конструкция
самоцентрирующего люнета (рис. 35)
обеспечивает расточку и подрезку труб
без предварительной проточки шеек под
люнет. В корпусе 1 приспособления,
закрепляемом на станине на роликовых
подшипниках 2, установлена втулка 3, на
фланце которой крепится самоцентрирующий
трехкулачковый патрон 4. Трубу, торец
которой подлежит обработке, одним концом
закрепляют в самоцентрирующем патроне,
установленном на шпинделе станка, а
другим — в кулачках патрона, закрепленного
на втулке 3 приспособления.
При таком креплении обеспечивается цилиндричность и соосность расточки и быстрота установки трубы.
Вращающийся люнет для тонких заготовок
Корпус люнета снабжен с одного
конца внутренней резьбой, необходимой
для установки его на зажимном патроне
станка. Внутри корпуса смонтирована
вращающаяся вместе с ним и перемещающаяся
в сторону патрона под воздействием
усилий, приложенных со стороны
резцедержателя, подпружиненная втулка
со сменным вкладышем, отверстие которого
с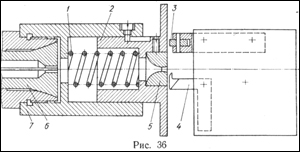 оответствует
диаметру обрабатываемого прутка.
На
рис. 36 показана конструкция вращающегося
люнета. На патрон с зажимной цангой 6
навинчивается снабженный с одного конца
внутренней резьбой корпус 7 люнета. В
корпусе люнета смонтирована возвратная
пружина 1, воздействующая на втулку 2,
вращающуюся вместе с корпусом 7 благодаря
наличию во втулке шпоночной канавки, в
которую входит конец винта. Во втулке
2 установлен и застопорен винтом сменный
вкладыш 5 с отверстием, соответствующим
диаметру обрабатываемого прутка.
оответствует
диаметру обрабатываемого прутка.
На
рис. 36 показана конструкция вращающегося
люнета. На патрон с зажимной цангой 6
навинчивается снабженный с одного конца
внутренней резьбой корпус 7 люнета. В
корпусе люнета смонтирована возвратная
пружина 1, воздействующая на втулку 2,
вращающуюся вместе с корпусом 7 благодаря
наличию во втулке шпоночной канавки, в
которую входит конец винта. Во втулке
2 установлен и застопорен винтом сменный
вкладыш 5 с отверстием, соответствующим
диаметру обрабатываемого прутка.
В резцедержателе станка крепятся резец 4 и оправка, состоящая из державки, на оси которой закреплен вращающийся ролик 3. При обработке деталей прутковый материал подают через отверстие в шпинделе станка, цангу 6 и сменный вкладыш 5 на требуемую длину и закрепляют цангой 6. При перемещении резцедержателя ролик 3 подходит к втулке 2, соприкасается с ней и, вращаясь, нажимает на торец втулки. Последняя начинает двигаться в сторону патрона относительно закрепленного в цанге материала, сжимая возвратную пружину 1, а резец 4, установленный с минимальным зазором по отношению к втулке 2 и вкладышу 5, начинает обтачивать материал, выходящий из сменного вкладыша по мере подачи суппорта или верхних салазок. При этом достигается высокая точность обработки благодаря жесткости системы. После отрезки детали этим же резцом 4 резцедержатель отводят вправо, возвратная пружина 1, разжимаясь, возвращает втулку 2 в исходное положение, после чего процесс обработки повторяется.
При обработке деталей конической формы верхний суппорт станка вместе с резцедержателем поворачивают на нужный угол и производят обработку в том же порядке. Подача осуществляется верхними салазками. При такой конструкции вращающегося люнета повышается точность обработки нежестких тонких деталей.