

Торцевой патрон
ТОРЦЕВОЙ ПАТРОН ДЛЯ ПОЛУЧИСТОВОЙ
И ЧИСТОВОЙ ОБРАБОТКИ
Патрон (рис. 30)
предназначен для обточки валиков на
проход. Обрабатываемую деталь устанавливают
на . центр патрона и поджимают вращающимся
центром задней бабки. При поджатии
обрабатываемого вала вращающимся
центром плавающий центр 2, сжимая пружину
3, входит внутрь корпуса 4, и торец вала
упирается в зубья поводка 1. Поворотом
маховика задней бабки достигают врезания
зубьев поводка 1 в торец вала. При этом
обеспечивается передача вращения и
предотвращается поворачивание вала в
процессе обработки. Благодаря н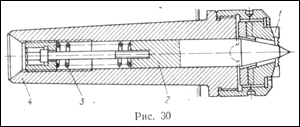 аличию
шарнирного соединения поводок
самоустанавливается относительно торца
вала.
В случае использования
торцевого патрона можно обтачивать вал
на проход при достаточной жесткости
крепления и правильном его центровании.
Если масса детали небольшая, то допускается
установка и снятие детали при вращающемся
шпинделе станка.
аличию
шарнирного соединения поводок
самоустанавливается относительно торца
вала.
В случае использования
торцевого патрона можно обтачивать вал
на проход при достаточной жесткости
крепления и правильном его центровании.
Если масса детали небольшая, то допускается
установка и снятие детали при вращающемся
шпинделе станка.
Такое крепление вала в патроне не допускается в случае применения высоких режимов обработки.
В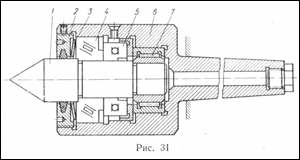 РАЩАЮЩИЙСЯ
ЦЕНТР
Центр (рис. 31) предназначен
для обработки валов при повышенных
режимах. В корпусе 6 установлен стержень
1 на подшипниках качения: радиальном 7,
упорном 5 и коническом 4. Между наружным
кольцом конического подшипника и крышкой
2 установлено упругое звено тарельчатая
пружина 3. Под действием осевых нагрузок
на конусный стержень 1 внутреннее кольцо
конического подшипника смещается вправо
в результате контактных деформаций в
стыках внутреннего кольца конического
и упорного подшипников. При этом
тарельчатая пружина 3 перемещает наружное
кольцо конического подшипника в том же
направлении, компенсируя образующийся
в нем люфт.
РАЩАЮЩИЙСЯ
ЦЕНТР
Центр (рис. 31) предназначен
для обработки валов при повышенных
режимах. В корпусе 6 установлен стержень
1 на подшипниках качения: радиальном 7,
упорном 5 и коническом 4. Между наружным
кольцом конического подшипника и крышкой
2 установлено упругое звено тарельчатая
пружина 3. Под действием осевых нагрузок
на конусный стержень 1 внутреннее кольцо
конического подшипника смещается вправо
в результате контактных деформаций в
стыках внутреннего кольца конического
и упорного подшипников. При этом
тарельчатая пружина 3 перемещает наружное
кольцо конического подшипника в том же
направлении, компенсируя образующийся
в нем люфт.
При такой конструкции обеспечивается долговечность центра.
Шариковый упорный центр
ШАРИКОВЫЙ УПОРНЫЙ ЦЕНТР
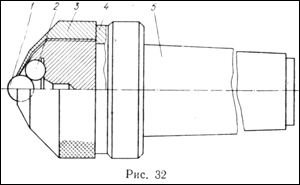 Центр
(рис. 32) применяют при обработке тяжелых
валов. Он состоит из корпуса 5, упорного
шарика 1, опирающегося на три шарика 2,
расположенные в сферической выточке
корпуса 5 и зафиксированные навинченной
на корпус крышкой 3 и упругой шайбой 4.
Центр
(рис. 32) применяют при обработке тяжелых
валов. Он состоит из корпуса 5, упорного
шарика 1, опирающегося на три шарика 2,
расположенные в сферической выточке
корпуса 5 и зафиксированные навинченной
на корпус крышкой 3 и упругой шайбой 4.
Центр такой конструкции имеет высокую жесткость. При использовании его повышается точность обработки. Он надежен в эксплуатации и прост в изготовлении, так как в нем используются стандартные шарики.
УНИВЕРСАЛЬНЫЙ КОРПУС ДЛЯ СЪЕМНЫХ ВРАЩАЮЩИХСЯ ЦЕНТРОВ
Для обработки различных
деталей необходимо часто менять
вращающиеся центры. Ниже показана
конструкция универсального корпуса,
при использовании которого обеспечивается
быстрая смена только центровых вставок
и снижается потребное количество
вращающихся ц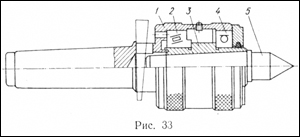 ентров
на заводах.
Основными деталями
вращающегося центра (рис. 33) являются
корпус 1, центровый валик 5, втулка 3,
подшипники 2 и 4. Смену центров осуществляют
с помощью клина, который вставляют в
специальное окно корпуса.
ентров
на заводах.
Основными деталями
вращающегося центра (рис. 33) являются
корпус 1, центровый валик 5, втулка 3,
подшипники 2 и 4. Смену центров осуществляют
с помощью клина, который вставляют в
специальное окно корпуса.
ВРАЩАЮЩИЙСЯ ЦЕНТР-СВЕРЛО
Вращающийся центр-сверло
предназначен для центрования и поддержания
детали в процессе обработки.
В
центральном отверстии валика установлена
цанговая втулка, охватывающая центровочное
с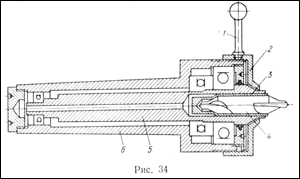 верло
(рис. 34).
Центровой валик 5 вращается
на подшипниках в корпусе б. В передней
части центрового валика в его конусном
отверстии крепится центровочное сверло
4 с помощью цанговой втулки 3. Для
торможения центрового валика на корпусе
со стороны центровочного сверла нарезана
резьба, на которую навинчена стопорная
гайка 2, взаимодействующая центральным
коническим отверстием с выступающей
конической поверхностью центрового
валика 5. При этом сверло, закрепленное
в центровом валике, сверлит центральное
отверстие. По достижении требуемой
глубины отверстия стопорную гайку
поворачивают при помощи рукоятки 1,
освобождая при этом центровой валик;
сверло получает возможность вращаться
вместе с деталью и служит для поддержания
детали в процессе последующей обработки.
верло
(рис. 34).
Центровой валик 5 вращается
на подшипниках в корпусе б. В передней
части центрового валика в его конусном
отверстии крепится центровочное сверло
4 с помощью цанговой втулки 3. Для
торможения центрового валика на корпусе
со стороны центровочного сверла нарезана
резьба, на которую навинчена стопорная
гайка 2, взаимодействующая центральным
коническим отверстием с выступающей
конической поверхностью центрового
валика 5. При этом сверло, закрепленное
в центровом валике, сверлит центральное
отверстие. По достижении требуемой
глубины отверстия стопорную гайку
поворачивают при помощи рукоятки 1,
освобождая при этом центровой валик;
сверло получает возможность вращаться
вместе с деталью и служит для поддержания
детали в процессе последующей обработки.