

Поводковый патрон
ПОВОДКОВЫЙ ПАТРОН
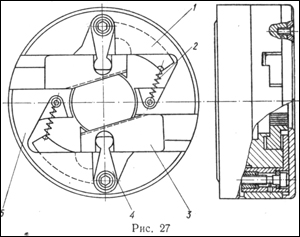
Патрон
(рис. 27) предназначен для крепления валов
при их обточке в центрах. В корпусе 5
размещены рифленые клинья 3, противовесы
1 и рычаги 4. Обрабатываемую заготовку
устанавливают между жестким центром,
закрепленным в шпинделе станка, и
вращающимся центром, установленным в
пиноли задней бабки.
 При
включении станка противовесы, закрепленные
на рычагах, расходятся, перемещая
сферические головки рычагов, размещенные
в фигурных пазах клиньев; заготовка
закрепляется.
При
включении станка противовесы, закрепленные
на рычагах, расходятся, перемещая
сферические головки рычагов, размещенные
в фигурных пазах клиньев; заготовка
закрепляется.
При увеличении силы резания клинья автоматически усиливают зажим детали, надежно удерживая ее от поворота. После остановки станка пружины 2 через противовесы и рычаги возвращают клинья в исходное положение.
Применение таких патронов особенно эффективно при автоматизации процессов установки и снятии заготовки.
САМОЗАЖИМНОЙ ПОВОДКОВЫЙ
ПАТРОН
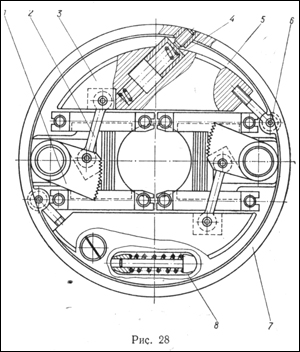 Патрон
(рис. 28) предназначен для крепления валов
при их обточке в центрах. В корпусе 7
размещены плавающие планшайбы 5, грузы
3, кулачки 1 и шатуны 2. Обрабатываемую
заготовку устанавливают между жестким
центром, закрепленным в шпинделе, и
вращающимся центром, закрепленным в
пиноли задней бабки. При включении
станка центробежные силы заставляют
грузы преодолеть сопротивление пружин
4 и повернуться вокруг оси 6 в направлении
от оси центров, увлекая за собой кулачки,
связанные с грузами шатунами 1. Кулачки
зажимают заготовку. При остановке станка
центробежные силы прекращают свое
действие, и пружины, находящиеся в пазах
8 корпуса, возвращают грузы и кулачки в
исходное положение. Плавающая планшайба,
перемещаясь внутри корпуса, компенсирует
несносность необработанной заготовки
относительно ее центров.
Патрон
(рис. 28) предназначен для крепления валов
при их обточке в центрах. В корпусе 7
размещены плавающие планшайбы 5, грузы
3, кулачки 1 и шатуны 2. Обрабатываемую
заготовку устанавливают между жестким
центром, закрепленным в шпинделе, и
вращающимся центром, закрепленным в
пиноли задней бабки. При включении
станка центробежные силы заставляют
грузы преодолеть сопротивление пружин
4 и повернуться вокруг оси 6 в направлении
от оси центров, увлекая за собой кулачки,
связанные с грузами шатунами 1. Кулачки
зажимают заготовку. При остановке станка
центробежные силы прекращают свое
действие, и пружины, находящиеся в пазах
8 корпуса, возвращают грузы и кулачки в
исходное положение. Плавающая планшайба,
перемещаясь внутри корпуса, компенсирует
несносность необработанной заготовки
относительно ее центров.
При использовании патрона значительно сокращается вспомогательное время при обработке.
Самозажимной патрон
САМОЗАЖИМНОЙ
ПАТРОН ДЛЯ КРЕПЛЕНИЯ ВАЛИКОВ ПРИ
НАРЕЗАНИИ РЕЗЬБЫ В ЦЕНТРАХ
Патрон
(рис. 29) состоит из корпуса 1, упорного
шарикоподшипника 3, свободно вращающегося
центра 2, на котором жестко установлен
поводковый диск 10, имеющий три паза,
расположенные по окружности под углом
120°. С поводковым диском 10 посредством
осей взаимодействует свободно плавающий
между корпусом 1 и надетым на корпус
кольцом 6 подпружиненный диск 9 с
установленными на нем кулачками 12.
Поводковые пальцы 7 кольца 6 входят в
пазы кулачков 12.
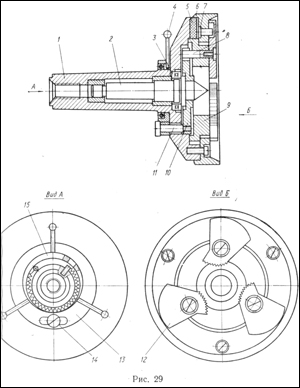 В
отверстия, расположенные по периферии
корпуса 1, вставлены резиновые
амортизационные стержни 5. На хвостовой
части корпуса 1 по скользящей посадке
посажено эксцентриковое кольцо 15,
находящееся под воздействием пружины
13 в постоянном контакте с втулкой 14,
надетой на палец 11, жестко закрепленный
в поводковом диске 10. Для поворота
эксцентрикового кольца 15 пользуются
рукоятками 4.
В
отверстия, расположенные по периферии
корпуса 1, вставлены резиновые
амортизационные стержни 5. На хвостовой
части корпуса 1 по скользящей посадке
посажено эксцентриковое кольцо 15,
находящееся под воздействием пружины
13 в постоянном контакте с втулкой 14,
надетой на палец 11, жестко закрепленный
в поводковом диске 10. Для поворота
эксцентрикового кольца 15 пользуются
рукоятками 4.
Подлежащую обработке деталь, например винт, закрепляют между центром патрона и вращающимся центром задней бабки токарного станка, включают фрикцион станка. Корпус 1 с прикрепленным к нему кольцом 6 и пальнем 7 поворачивается относительно центра 2, поводкового диска 10, плавающего диска и кулачков 12. Поводковые пальцы 7, свободно сидящие в продольных пазах кулачков 12, поворачивают кулачки на осях 8, и обрабатываемая деталь закрепляется.
При увеличении усилия резания автоматически увеличивается сжимающее усилие кулачков. Фиксация силы зажима и предотвращение ослабления контакта между обрабатываемой деталью и кулачками патрона при резком включении и переключении фрикциона с прямого на обратный ход в процессе нарезки резьбы достигаются автоматически посредством подпружиненного эксцентрикового кольца 15, которое под действием пружины 13 заклинивается между втулкой 14, надетой на палец 11, и корпусом 7 патрона.
После обработки детали и остановки станка, перемещая левой рукой одну из трех рукояток 4, поворачивают эксцентриковое кольцо на себя, а правой — обрабатываемую деталь против часовой стрелки. При вращении вала против часовой стрелки центр 2, связанный с ним поводковый диск 10 и плавающий диск 9 поворачиваются, кулачки 12 раскрываются и деталь снимается с центров. Центрование кулачков по наружной поверхности необработанной детали обеспечивается с помощью плавающего диска 9, который вместе с закрепленными на нем кулачками свободно перемещается при зажиме детали. В центральном положении плавающий диск удерживается радиально расположенными резиновыми стержнями 5. При такой конструкции обеспечивается жесткий зажим обрабатываемой детали при резких переключениях фрикциона с прямого на обратный ход (и наоборот) в процессе скоростного нарезания резьбы.