

Обработка деталей типа шайб
БЫСТРОЗАЖИМНОЙ ЦАНГОВЫЙ
ПАТРОН ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА
ШАЙБ
Патрон успешно применяется при
подрезке торцов деталей типа глухих
шайб небольшой толщины, когда требуется
значительное время на снятие детали с
патрона специальным пинцетом.
 Конструкция
патрона отличается от патронов, показанных
на рис. 10 и 11, тем, что за счет крепления
фланца 1 (рис. 12) к фланцу коробки скоростей
отпадает необходимость в применении
радиального шарикоподшипника. Таким
образом, в конструкции патрона остается
только один упорный подшипник, что
намного упрощает его изготовление.
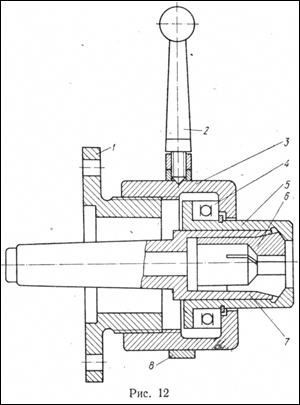
Патрон
(рис. 12) состоит из фланца 1, на резьбе
которого навинчена муфта 3 с кольцом 8
и ручкой 2. В шпиндель станка вставляется
сменная оправка 7 с втулкой 5. Между
муфтой 3 и втулкой 5 установлен упорный
подшипник 4. При повороте рукоятки 2
муфта 7, перемещаясь по резьбе фланца
1, через упорный подшипник 4 перемещает
втулку и и цангу 6; деталь закрепляется.
Конструкция
патрона отличается от патронов, показанных
на рис. 10 и 11, тем, что за счет крепления
фланца 1 (рис. 12) к фланцу коробки скоростей
отпадает необходимость в применении
радиального шарикоподшипника. Таким
образом, в конструкции патрона остается
только один упорный подшипник, что
намного упрощает его изготовление.
Патрон
(рис. 12) состоит из фланца 1, на резьбе
которого навинчена муфта 3 с кольцом 8
и ручкой 2. В шпиндель станка вставляется
сменная оправка 7 с втулкой 5. Между
муфтой 3 и втулкой 5 установлен упорный
подшипник 4. При повороте рукоятки 2
муфта 7, перемещаясь по резьбе фланца
1, через упорный подшипник 4 перемещает
втулку и и цангу 6; деталь закрепляется.
Выталкивание деталей из патрона целесообразно производить сжатым воздухом, подаваемым из пневмосистемы через шпиндель станка. В этом случае значительно повышается производительность труда.
Цанга с твердосплавными вставками
В большинстве конструкций
существующих цанг с твердосплавными
вставками используются цельные вставки.
После пайки вставок в корпусе и доводки
рабочего отверстия в цанге необходимо
прорезать три или четыре паза. Разрезка
твердого сплава — очень трудоемкий
процесс, кроме того, алмазные отрезные
круги быстро изнашиваются.
 На
ряде заводов применяют цангу (рис. 13),
трудоемкость изготовления которой
значительно меньше. Она состоит из
стального корпуса 2, в который впаяны
«глазки» 1 из твердого сплава, расположенные
равномерно по окружности относительно
центра корпуса. Отверстие цанги шлифуют
на требуемый размер алмазными
кругами.
Предлагаемая твердосплавная
цанга проста в изготовлении, так как
исключен трудоемкий процесс разрезки
цанг алмазными кругами; она более
экономична, вследствие уменьшения
расхода твердого сплава.
На
ряде заводов применяют цангу (рис. 13),
трудоемкость изготовления которой
значительно меньше. Она состоит из
стального корпуса 2, в который впаяны
«глазки» 1 из твердого сплава, расположенные
равномерно по окружности относительно
центра корпуса. Отверстие цанги шлифуют
на требуемый размер алмазными
кругами.
Предлагаемая твердосплавная
цанга проста в изготовлении, так как
исключен трудоемкий процесс разрезки
цанг алмазными кругами; она более
экономична, вследствие уменьшения
расхода твердого сплава.
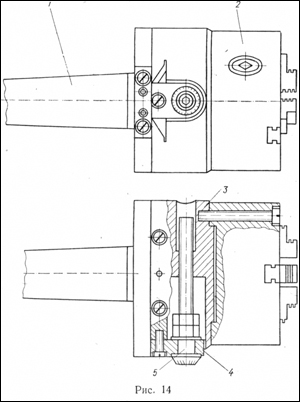
ПАТРОН ДЛЯ ОБТОЧКИ И РАСТОЧКИ ЭКСЦЕНТРИКОВ Патрон предназначен для обработки наружных и внутренних эксцентриков. Перемещение детали относительно оси станка для обеспечения требуемой величины эксцентриситета осуществляется посредством вращения винта 5, закрепленного в планке 4 (рис. 14). При этом фланец 3 вместе с закрепленным на нем патроном 2 перемещается относительно оси оправки Величина его перемещения определяется по нониусу планки 4, закрепленной на фланце 3. При использовании такого патрона намного упрощается обработка эксцентриков, особенно в условиях серийного и мелкосерийного производства.
Регулируемые кулачки к самоцентрирующим патронам
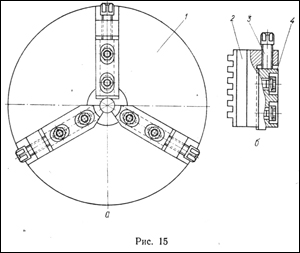 При
креплении деталей в трехкулачковых
патронах не всегда обеспечивается
требуемая точность установки деталей,
в результате чего возникает биение
заготовок выше допустимого. В случае
применения регулируемых кулачков для
самоцентрирующих патронов (рис. 15, а)
можно добиться уменьшения биения
обрабатываемой заготовки до 0,02—0,05 мм.
Кулачки (рис. 15, б) состоят из корпуса 2,
перемещающегося при вращении планетарной
шестерни патрона 1 и накладной регулируемой
посредством винта 3 зажимной планки 4,
закрепленной на корпусе кулачка.
Кулачки
могут быть изготовлены из высококачественной
стали. Для повышения долговечности их
подвергают термообработке.
При
креплении деталей в трехкулачковых
патронах не всегда обеспечивается
требуемая точность установки деталей,
в результате чего возникает биение
заготовок выше допустимого. В случае
применения регулируемых кулачков для
самоцентрирующих патронов (рис. 15, а)
можно добиться уменьшения биения
обрабатываемой заготовки до 0,02—0,05 мм.
Кулачки (рис. 15, б) состоят из корпуса 2,
перемещающегося при вращении планетарной
шестерни патрона 1 и накладной регулируемой
посредством винта 3 зажимной планки 4,
закрепленной на корпусе кулачка.
Кулачки
могут быть изготовлены из высококачественной
стали. Для повышения долговечности их
подвергают термообработке.
ТРЕХКУЛАЧКОВЫЙ ПАТРОН С
«СЫРЫМИ» НАСАДКАМИ
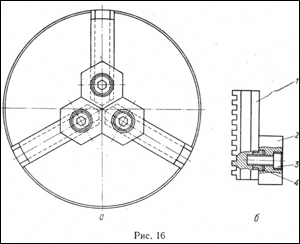 Для
обеспечения точности центрования,
перпендикулярности поверхностей,
постоянных установочных координат
обычно используют так называемые «сырые»
кулачки, которые растачиваются точно
по диаметру закрепляемой детали. К таким
кулачкам относятся универсальные
кулачки к токарному патрону (рис. 16, а).
Кулачки (рис. 16, б) состоят из
термообработанного основания (рейки)
1, в которое запрессован цилиндрический
штифт 4 с резьбой. На основание кулачка
с помощью винтов 3 крепятся накладки 2
цилиндрической, шестиугольной,
прямоугольной или другой формы.
Для
обеспечения точности центрования,
перпендикулярности поверхностей,
постоянных установочных координат
обычно используют так называемые «сырые»
кулачки, которые растачиваются точно
по диаметру закрепляемой детали. К таким
кулачкам относятся универсальные
кулачки к токарному патрону (рис. 16, а).
Кулачки (рис. 16, б) состоят из
термообработанного основания (рейки)
1, в которое запрессован цилиндрический
штифт 4 с резьбой. На основание кулачка
с помощью винтов 3 крепятся накладки 2
цилиндрической, шестиугольной,
прямоугольной или другой формы.
В «сырых» кулачках можно закреплять детали, на наружной окончательно обработанной поверхности которых не допускаются следы зажима кулачков, а также проводить обработку тонкостенных втулок. В последнем случае необходимо расточить кулачки так, чтобы они на 90—95% охватывали поверхность обрабатываемой детали. «Сырые» кулачки очень эффективны при креплении в патроне той части детали, на которой нарезана резьба. В этом случае в кулачках нарезают соответствующую резьбу и завинчивают подлежащую обработке деталь в эту резьбу, а затем дополнительно зажимают кулачками.
Для некоторых сертификация продукции отходит на задний план, но такая позиция не правильная.