

Самозажимной цанговый патрон
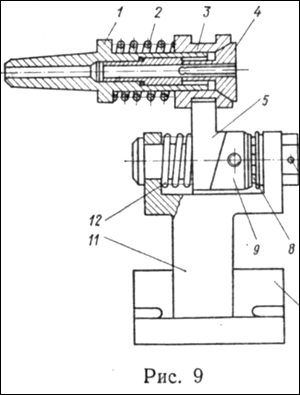 Предназначен
для крепления пруткового материала.
Патрон (рис. 9) состоит из корпуса 1, по
которому под действием пружины 2 скользит
конусная втулка 3, сжимающая цангу 4. Для
отвода втулки, т. е. для разжатия цанги,
служит специальное устройство, которое
закрепляется на станине станка болтами.
К плите 10 этого устройства приварен
держатель 11, в проушине которого проходит
ось 6. На оси расположены вилка 5, кольцо
9, упорный подшипник 8 и пружина 12. Ось
закрепляется на держателе гайкой 7. На
вилке и кольце сделаны скосы под углом
11°. В кольце есть резьбовое отверстие
для крепления рукоятки. При воздействии
на рукоятку кольцо проворачивается,
вилка 5, а вместе с ней и втулка 3 отводятся
влево, и цанга разжимается. Не отпуская
рукоятки, рабочий передвигает пруток
до упора на установленную длину, после
чего поворачивает рукоятку в обратную
сторону. При этом детали 3 и 5 под действием
пружин возвращаются в крайнее правое
положение и цанга зажимает пруток.
Предназначен
для крепления пруткового материала.
Патрон (рис. 9) состоит из корпуса 1, по
которому под действием пружины 2 скользит
конусная втулка 3, сжимающая цангу 4. Для
отвода втулки, т. е. для разжатия цанги,
служит специальное устройство, которое
закрепляется на станине станка болтами.
К плите 10 этого устройства приварен
держатель 11, в проушине которого проходит
ось 6. На оси расположены вилка 5, кольцо
9, упорный подшипник 8 и пружина 12. Ось
закрепляется на держателе гайкой 7. На
вилке и кольце сделаны скосы под углом
11°. В кольце есть резьбовое отверстие
для крепления рукоятки. При воздействии
на рукоятку кольцо проворачивается,
вилка 5, а вместе с ней и втулка 3 отводятся
влево, и цанга разжимается. Не отпуская
рукоятки, рабочий передвигает пруток
до упора на установленную длину, после
чего поворачивает рукоятку в обратную
сторону. При этом детали 3 и 5 под действием
пружин возвращаются в крайнее правое
положение и цанга зажимает пруток.
При использовании такого патрона значительно сокращаются затраты вспомогательного времени на крепление детали.
Быстрозажимной цанговый патрон для деталей
БЫСТРОЗАЖИМНОЙ ЦАНГОВЫЙ
ПАТРОН ДЛЯ ДЕТАЛЕЙ ДИАМЕТРОМ ОТ 5 ДО 20
мм
Патрон (рис. 10) предназначен для
крепления заготовок типа пальцев. Его
корпус 3 центрируется и крепится в
шпинделе токарного станка. Цанга 2,
установленная в гнезде к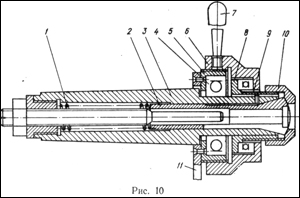 орпуса,
под воздействием пружины 1 находится в
разжатом состоянии.
Деталь
закрепляют в цанге путем поворота
рукоятки 7. Вместе с цангой поворачивается
и перемещается влево по резьбе втулки
5 гайка 6. В этом же направлении одновременно
перемещаются втулка 9, гайка 10 и цанга
2. Передвигаясь по конической поверхности
корпуса, цанга сжимается и удерживает
обрабатываемую деталь.
Чтобы во время
вращения шпинделя гайка 6 и втулка 5 не
вращались, последняя смонтирована на
шарикоподшипнике 4, а между гайкой 6 и
втулкой 9 установлен упорный шарикоподшипник
8. При повороте рукоятки в противоположную
сторону гайка 6, втулка 9 и гайка 10 отходят
вправо, и пружина 1 перемещает цангу,
которая разжимается и освобождает
деталь.
орпуса,
под воздействием пружины 1 находится в
разжатом состоянии.
Деталь
закрепляют в цанге путем поворота
рукоятки 7. Вместе с цангой поворачивается
и перемещается влево по резьбе втулки
5 гайка 6. В этом же направлении одновременно
перемещаются втулка 9, гайка 10 и цанга
2. Передвигаясь по конической поверхности
корпуса, цанга сжимается и удерживает
обрабатываемую деталь.
Чтобы во время
вращения шпинделя гайка 6 и втулка 5 не
вращались, последняя смонтирована на
шарикоподшипнике 4, а между гайкой 6 и
втулкой 9 установлен упорный шарикоподшипник
8. При повороте рукоятки в противоположную
сторону гайка 6, втулка 9 и гайка 10 отходят
вправо, и пружина 1 перемещает цангу,
которая разжимается и освобождает
деталь.
Для предотвращения вращения рукоятки 7, гайки 6 и втулки 5 к последней прикреплен кронштейн 11. Упираясь в станину станка, он удерживает указанные детали" от проворачивания.
Установка заготовки и снятие готовой детали в случае применения такого патрона производятся при вращающемся шпинделе без остановки станка.
В результате внедрения быстрозажимного цангового патрона можно повысить производительность труда на 40—50% за счет сокращения времени на установку, закрепление и снятие детали.
Детали диаметром до 40 мм
БЫСТРОЗАЖИМНОЙ ЦАНГОВЫЙ
ПАТРОН ДЛЯ ДЕТАЛЕЙ ДИАМЕТРОМ ДО 40
ММ
Цанговый патрон (рис. 11) состоит
из корпуса 2, в котором расположен упор
4 с гайкой 1. Цанга 11 фиксируется гайкой
10, навинчиваемой на резьбовую втулку
9. Для закрепления заготовки после
установки ее в отверстие цанги необходимо
повернуть рукоятку 5. При этом гайка 7
навинчивается на втулку 6 и перемещает
резьбовую втулку 9 с упорным подшипником
8 и гайкой 10. Цанга 11 под воздействием
усилия, передаваемого гайкой 10,
перемещается влево, с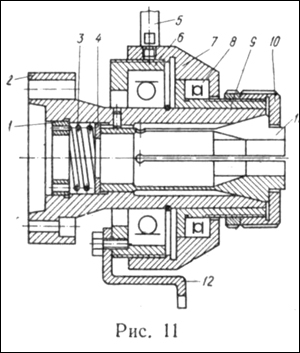 жимает
пружину 3 и зажимает заготовку.
Патрон
крепится на шпинделе станка, кронштейн
12 служит упором для зажима заготовки и
фиксирует рукоятку патрона от
проворачивания.
жимает
пружину 3 и зажимает заготовку.
Патрон
крепится на шпинделе станка, кронштейн
12 служит упором для зажима заготовки и
фиксирует рукоятку патрона от
проворачивания.
Установка заготовки и снятие готовой детали производятся при вращающемся шпинделе, т. е. без остановки станка. При использовании быстродействующего цангового патрона можно повысить производительность труда на 40—50% вследствие значительного сокращения времени на установку, закрепление и снятие детали.