

Трехроликовая головка для накатки
ТРЕХРОЛИКОВАЯ ГОЛОВКА ДЛЯ НАКАТКИ
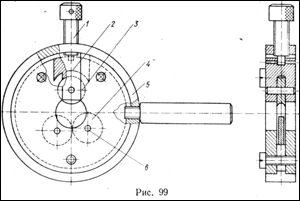
Головка предназначена для накатывания тонких и длинных прутков в большом диапазоне размеров. Она (рис. 99) состоит из корпуса 5, в котором на осях 6 размещены два ролика 4, напротив которых в ползуне 2 установлен ролик 3. Перемещая посредством винта 1 ползун с роликом в пазу корпуса 5, можно настраивать инструмент на диаметр накатываемой заготовки.
При использовании такой накатки в несколько раз повышается производительность труда.
НАКАТНЫЕ КУЛАЧКИ
Для накатки наружных поверхностей цилиндрических деталей (например, мелких калибров, пробок, ручек для калибров-пробок, кернов, обжимок, винтов с накатными головками и т. п.) применяются оправки с накатным роликом. При недостаточной жесткости крепления обрабатываемой детали не всегда имеется возможность произвести накатку. Перед накатыванием каждой детали необходимо оправку устанавливать на рабочую позицию, т. е. поворачивать резцедержатель.
С целью увеличения жесткости крепления накатываемой детали применяют кулачки токарного самоцентрирующегося патрона, в которых закрепляют три накатных ролика. При этом обеспечивается равномерное давление на обрабатываемую деталь.
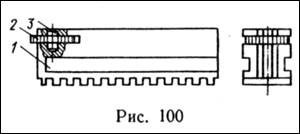
Кулачки 1 (рис. 100) токарного самоцентрирующего патрона, на осях 3 которых закреплены накатные ролики 2, вставляют в патрон на шпинделе токарного станка. При помощи кулачков пруток консольно зажимают в патроне. Свободный конец прутка закрепляют в резцедержателе. После этого устанавливают автоматическую продольную подачу по направлению к задней бабке и включают станок. В зависимости от насечки на роликах накатка на обрабатываемой поверхности может быть сетчатой и прямой.
Длина накатываемой за один проход поверхности зависит от расстояния между передней и задней бабками токарного станка.
С помощью таких кулачков можно накатывать калиброванные прутки диаметром от 4 до 30 мм. При этом обеспечивается высокое качество накатки и повышается производительность труда.