

Приспособление для навивки длинных и тонких пружин
Приспособление устанавливается на
токарном станке и используется при
навивке пружин длиной до 500 мм с наружным
диаметром 4 мм при сечении проволоки
0,5 мм.
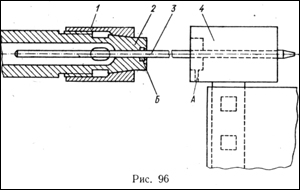
Конструкция приспособления (рис. 96) проста и надежна в работе. В цанговом зажиме 2, установленном в шпинделе станка, крепят оправку 3 для навивки пружины. Второй конец оправки поддерживается специальной державкой 4, установленной в резцедержателе вместо резца. Цангу закрепляют гайкой 1. Шаг навиваемой пружины соответствует подаче суппорта. Перед навивкой пружины выступающая часть цанги входит в расточку державки. Навиваемую проволоку продевают через отверстие А в державке таким образом, чтобы ее конец попал в выточку Б цанги. Затем зажимают цанговый патрон, включают станок и автоматическую подачу суппорта. Оправка не деформируется, так как навивка осуществляется на расстоянии ' 4—5 мм от торца державки, выполненной из двух половин.
При съеме пружины оправку слегка изгибают, и пружину снимают, не отводя суппорт на длину пружины, что способствует повышению производительности труда.
Универсальное приспособление для навивки пружин
Приспособление предназначено для
навивки пружин на токарном станке.
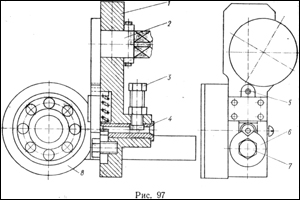
В конструкцию приспособления (рис. 97) входит корпус 1, в верхнем отверстии которого размещен эксцентрик 2, а в нижнем — направляющая втулка 4. К корпусу приварено кольцо 8, в котором размещен шарикоподшипник. Кольцо служит люнетом для оправки, на которую навивают пружину. С левого торца корпуса в пазу размещен верхний нож 5 для отрезки проволоки и нижний 6 в виде кольца с призматическим вырезом, закрепленный на корпусе винтом 7.
Приспособление закрепляют в резцедержателе таким образом, чтобы ось люнета совпала с осью оправки. После навивки пружины ключом с длинной рукояткой поворачивают эксцентрик, воздействуя на верхний нож 5, который отрезает проволоку. Винт 3 служит для регулировки натяжения проволоки. Приспособление облегчает и улучшает условия труда.
Универсальная головка для накатки
Головка удобна для практического
применения при токарных работах в
условиях несерийного изготовления
деталей с накаткой.
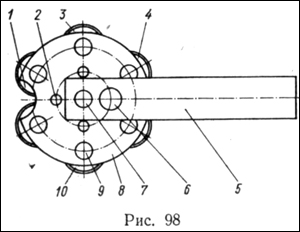
Основными частями конструкции универсальной головки (рис. 98) являются державка 5 и профильная головка 8, закрепленная на оси 7. В выточке головки на осях 9 закреплены ролики 10 для прямой мелкой накатки, ролики 1 с косой мелкой накаткой, ролик 3 с прямой крупной накаткой, ролики 4 с косой крупной накаткой и фиксатор 6, удерживающий головку 8 в определенном положении.
Державку 5 зажимают в резцедержателе. Вынув фиксатор 6, фиксирующий через отверстия 2 положение головки 8, поворотом ее вокруг оси 7 устанавливают нужный ролик. Фиксатором 6 закрепляют головку 8 в нужном положении. После такой подготовки универсальная головка может быть использована для накатки. Процесс накатки выполняют так же, как при обработке обычной накаткой.
Основное преимущество головки — объединение в одном диске нескольких инструментов. Один раз закрепив держатель головки в резцедержателе, можно изготовить несколько деталей с различной накаткой (по шагу и профилю) — прямой, косой или сетчатой