

Подпружиненный плашкодержатель
Н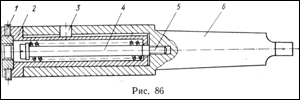 а
Абаканском механическом заводе разработан
и внедрен специальный плашкодержатель
для токарного станка. Он (рис. 86) состоит
из оправки 6, втулки 2, центрального винта
5 с пружиной 4, шпонки 3 и крепежных винтов
1.
а
Абаканском механическом заводе разработан
и внедрен специальный плашкодержатель
для токарного станка. Он (рис. 86) состоит
из оправки 6, втулки 2, центрального винта
5 с пружиной 4, шпонки 3 и крепежных винтов
1.
Для нарезания резьбы плашку, закрепленную в оправке винтами 1, подводят к вращающейся заготовке и начинают нарезать резьбу. Втулка, в которой закреплена плашка, выходит из оправки, сжимая пружину. После окончания процесса нарезания плашка возвращается в исходное положение под действием пружины. Плашкодержатели такой конструкции удобны в работе. Резьба, нарезанная с помощью рассмотренного плашкодержатели, получается чистая, без срывов.
Плашкодержатель с винтовым пазом
ПЛАШКОДЕРЖАТЕЛЬ С ВИНТОВЫМ ПАЗОМ ДЛЯ РЕЗЬБОНАРЕЗНОГО ИНСТРУМЕНТА Плашкодержатель устанавливают в задней бабке токарного станка. Его конструкция позволяет закреплять режущий инструмент для нарезания резьб любых размеров.
Преимущество плашкодержателя такой
конструкции заключается в том, что нет
необходимости прилагать усилия к задней
бабке для захвата детали плашкой.
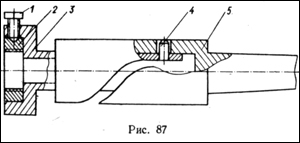
Плашкодержатель (рис. 87) состоит из корпуса 5, снабженного винтовым пазом, подвижной втулки 3 со штифтом 4 и плашки 2, закрепляемой винтом 1. В процессе работы втулка со штифтом 4, взаимодействующим с винтовым пазом корпуса, перемещается в осевом направлении, в результате чего осуществляется самозатягивание плашки головка с ПЛАШКОДЕРЖАТЕЛЕМ, закрепленным на вращающемся центре
При нарезании резьбы на концах ступенчатых
валиков, пальцах и других подобных
деталях головку с плашкодержателем
монтируют на корпусе вращающегося
центра.
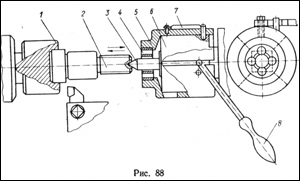
Корпус 5 с закрепленной в нем плашкой 4 посажен на вращающийся центр 6 головки (рис. 88). Стержень 3 вращающегося центра сменный (подбирают в соответствии с диаметром нарезаемой резьбы). Деталь 2 закрепляют между рифленой втулкой 1 и стержнем 3 .вращающегося центра. При перемещении рукоятки 8 влево плашка 4, закрепленная в корпусе 5, нарезает резьбу. В корпусе плашкодержателя есть два отверстия: через верхнее полается эмульсия, через нижнее выпадает втружка. В исходное положение плашкодержатель возвращается под действием пружины 7.
При использовании такой головки можно
обтачивать деталь резцом и нарезать
резьбу, не снимая деталь со станка
откидное устройство для нарезания
резьбы плашками
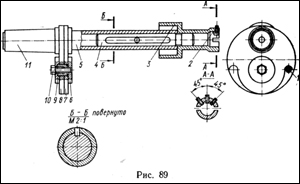
В конструкцию устройства (рис. 89) входят хвостовик 11, на котором запрессовано кольцо 8, втулка 5 с запрессованным на ее конце кольцом 7 и корпус 3 с запрессованным в нем стержнем 4. Кольца 8 и 7 скрепляют между собой посредством шайбы 9, специальной втулки 6 и винта 10. Стержень 4 с корпусом 3 установлены в отверстии втулки 5. Плашки закрепляют винтом 2. При нарезании резьбы корпус 3 со стержнем 4 перемещается внутри втулки 5 и удерживается от поворота штифтом. После нарезания резьбы втулку 5 с закрепленным в ней кольцом 7 поворачивают против часовой стрелки относительно кольца 8 до упора — штифта 1, чем обеспечивается свободный подход к детали инструмента, закрепленного в резцедержателе.