

Центр-шаблон
ЦЕНТР-ШАБЛОН ДЛЯ УСТАНОВКИ РЕЗЦА ПРИ
НАРЕЗАНИИ РЕЗЬБЫ
Центр-шаблон (рис.
83) имеет одну или несколько канавок для
разных резьб. Он одновременно может
служить как шаблон для установки резцов
по высоте и как обычный центр.
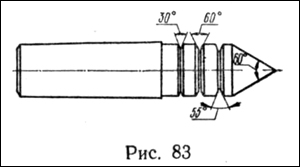
При изготовлении центра-шаблона в профилях установочных углов делают углубление под меньшим углом, чтобы при установке не затуплялся конец резца. После закалки центр следует прошлифовать. Канавки целесообразно изготовлять на резьбошлифовальном станке.
Использование описанного центра-шаблона способствует улучшению качества нарезаемой резьбы и повышению производительности труда.
ПЛАШКОДЕРЖАТЕЛЬ С АВТОМАТИЧЕСКИМ
ВЫКЛЮЧЕНИЕМ В ЗАВИСИМОСТИ ОТ ДЛИНЫ
НАРЕЗАЕМОЙ РЕЗЬБЫ
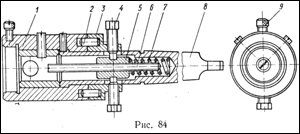
Плашкодержатель (рис. 84) состоит из хвостовика 8, на левом конце которого посажен корпус 1, а на правом по скользящей посадке — втулка 3 с запрессованными на ней пальцами 2. Во втулку 3 завинчивают винты 4, концы которых заходят в отверстия муфты 5. Внутри муфты 5 размещен упорный регулирующий винт 6. Плашку закрепляют винтом 9 в гнезде корпуса 1. Сам плашкодержатель закрепляют в пиноли задней бабки. В процессе нарезания резьбы конец детали выходит из плашки и своим торцом упирается в торец винта 6, заставляя его перемещаться внутри хвостовика 8. На винте 6 навинчена муфта 5; сжимая пружину 7, она перемещается в том же направлении, что и винт 6. В результате перемещения муфты 5 движение через винты 4 передается втулке 3, которая перемещается по наружной поверхности хвостовика 8 до тех пор, пока пальцы 2 не выйдут из отверстий корпуса 1. В этот момент корпус 1 вместе с плашкой начинает вращаться. Затем переключают фрикцион на обратный ход, и плашка сходит с детали. Регулируя винт 6, можно нарезать резьбу на деталях разной длины.
Оправка для нарезания резьбы
Оправка (рис. 85) предназначена для
нарезания резьб плашками на токарном
станке. На оправке 7 находится подпружиненная
втулка 4 с пазом и кольцевой канавкой.
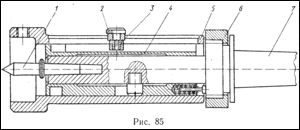
В стакане 5 есть гнезда для закрепления плашки, продольный паз для установки ползуна 3 и масштабная линейка.
В процессе работы стакан перемещается вдоль оси обрабатываемой детали. Оправку закрепляют в пиноли задней бабки стакана. Перемещая пиноль задней бабки, оправку подводят к обрабатываемой детали до тех пор, пока упор центра 1 попадет в центровочное отверстие детали. Центр поддерживает и центрирует деталь, а также служит упором для обеспечения заданной по чертежу длины нарезаемой резьбы. Для нарезания резьбы необходимо подвести плашку к детали, ползун 3 установить по масштабной линейке на заданную длину и закрепить винтом 2, затем включить станок и, вращая гайку 6, обеспечить предварительное натяжение плашки до начала резания. Дойдя до кольцевой канавки, деталь вместе со стаканом и плашкой начинает свободно вращаться. При обратном вращении плашка со стаканом перемещается в исходное положение.
В результате применения оправки значительно сокращается вспомогательное время при нарезании резьбы, обеспечивается точное направление плашки относительно обрабатываемой поверхности, исключается возможность перекоса резьбы. Оправку можно использовать также при нарезании внутренней резьбы метчиком.