

Нарезание резьб дисковыми резцами
Л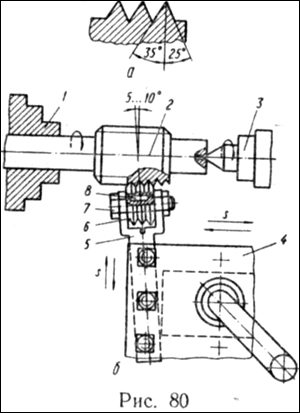 ьвовским
физико-механическим институтом АН УССР
разработан способ нарезания профильной
резьбы в деталях типа вала или втулки
дисковым резцом с тремя или более
режущими зубьями одинаковой высоты,
заточенными по окружности с правым
наклоном под углом 5—10° к оси резца
(рис. 80, а) в зависимости от шага и диаметра
резьбы со строгим сохранением профиля.
Резец устанавливают в оправку типа
вилки, которую нужно развернуть против
часовой стрелки на такой же угол (5—10°)
к поверхности обработки. При этом
обеспечивается правильный профиль
нарезаемой резьбы. Конструкция дискового
резца позволяет нарезать резьбы высокого
класса точности за один проход.
ьвовским
физико-механическим институтом АН УССР
разработан способ нарезания профильной
резьбы в деталях типа вала или втулки
дисковым резцом с тремя или более
режущими зубьями одинаковой высоты,
заточенными по окружности с правым
наклоном под углом 5—10° к оси резца
(рис. 80, а) в зависимости от шага и диаметра
резьбы со строгим сохранением профиля.
Резец устанавливают в оправку типа
вилки, которую нужно развернуть против
часовой стрелки на такой же угол (5—10°)
к поверхности обработки. При этом
обеспечивается правильный профиль
нарезаемой резьбы. Конструкция дискового
резца позволяет нарезать резьбы высокого
класса точности за один проход.
Обрабатываемую деталь 2 типа вала закрепляют в патроне 7 и поджимают вращающимся центром 3 со стороны задней бабки токарного станка (рис. 80,6). Изготовленный из быстрорежущей стали резец 6 устанавливают в паз оправки 5, установленной в резцедержателе 4, на болт 7 вставляют шпонку 8 и закрепляют гайкой. При такой установке каждый зуб резца удален от обрабатываемой поверхности на определенное расстояние, которое максимально для первого зуба и минимально для последнего. Процесс нарезания резьбы таким резцом осуществляется так же, как и обыкновенным резьбовым резцом. Основное различие заключается в том, что в случае использования предлагаемого резца достигается получение полного профиля нарезаемой резьбы за один проход. При этом каждый зуб резца снимает слой металла определенной глубины, а последний зуб доводит резьбу до заданного размера.
При нарезании резьбы таким резцом почти в пять раз сокращается основное и вспомогательное время и значительно повышается производительность труда.
Головка для калибрования резьб
ГОЛОВКА ДЛЯ КАЛИБРОВАНИЯ РЕЗЬБ НАКАТНЫМИ
РОЛИКАМИ
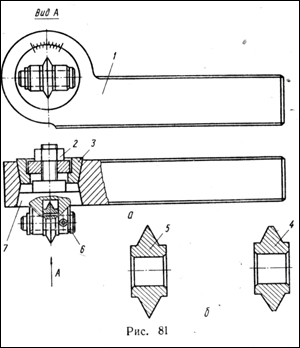
В конструкцию головки (рис. 81, а) входит призматическая державка 1, которая имеет на конце отверстие в виде двух усеченных конических полостей, обращенных друг к другу малыми основаниями. В эти конические полости вставлены два усеченных конуса 3 и 7, образующие оправку. Для калибрования метрической резьбы используется однониточный накатной ролик 5, для трапецеидальной — ролик 4. Накатной ролик вращается на валике 6, на шейках которого смонтированы игольчатые подшипники. Конус 7 оправки поворачивают вокруг оси, расположенной в отверстии державки 1, устанавливая ролик 5 (рис. 81,6) в заданное положение соответственно углу подъема винтовой линии калибруемой резьбы. После установки ролика при помощи гайки 2 стягивают усеченные конусы 3 и 7, жестко закрепляя оправку в отверстии державки 1.
Державку 1 закрепляют вместо резца в резцедержателе токарного станка, а в патроне станка устанавливают подлежащую обработке деталь. При вращении патрона и продольной подаче суппорта ролик калибрует наружную или внутреннюю резьбу на детали.
При использовании накатных роликов не только снижается шероховатость поверхности, но и намного увеличивается ее износостойкость в результате уплотнения поверхности профиля резьбы.
Делительное приспособление для нарезания
ДЕЛИТЕЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ
МНОГОЗАХОДНЫХ РЕЗЬБ
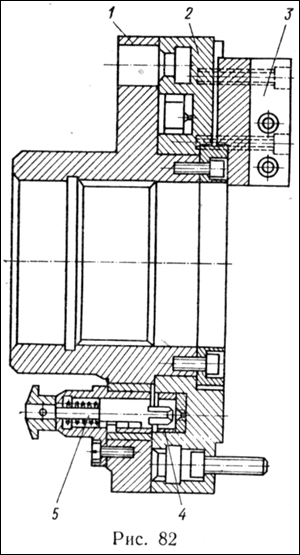
Основной частью приспособления (рис. 82) является планшайба 1, устанавливаемая на шпиндель станка. На выступающем цилиндрическом пояске планшайбы посажен диск 2, в котором запрессованы двенадцать втулок 4, обеспечивающих возможность деления на заходы при нарезании резьб с количеством заходов 2, 3, 4, 6 и 8. При нарезании резьб с другим количеством заходов фиксатор 5 можно выключить и деление на заходы резьбы производить по шкале, нанесенной на наружной поверхности планшайбы. К диску 2 прикреплен поводок 3, предназначенный для крепления хомутика. Поводок можно снять и поместить на диск трехкулачковый или другой патрон. Применение описанного приспособления снижает вспомогательное время при обработке.