

Приспособление для двухстороннего нарезания резьб
Отличительными характеристиками
конструкции приспособления являются
обеспечение точной самостоятельной
настройки двух одновременно работающих
инструментов и быстрая перестройка
станка на работу с предлагаемым
устройством. Это достигается тем, что
приспособление укрепляют на плите,
установленной на неподвижной части
суппорта, — каретке.
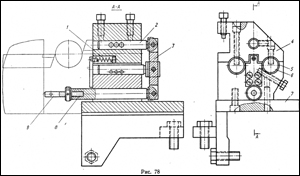 Корпус
5 приспособления (рис. 78) закрепляют на
плите 7. В корпусе на двух направляющих
6 перемещается резцедержатель 4.
Корпус
5 приспособления (рис. 78) закрепляют на
плите 7. В корпусе на двух направляющих
6 перемещается резцедержатель 4.
Синхронное движение резцедержателей станка и приспособления навстречу друг другу при отрезных работах, установка их в заданном положении при обработке валов или нарезании резьб осуществляются путем ручного или механического вращения винта поперечного суппорта.
Рассмотрим, например, работу приспособления при нарезании винтов с трапецеидальной резьбой. В основном резцедержателе токарного станка закрепляют профильный чистовой резец, а в резцедержателе 4 — прорезной. При поперечном перемещении суппорта профильный резец подводят вплотную к поверхности нарезаемого винта и устанавливают лимб поперечного перемещения суппорта в нулевое положение.
Для подведения к детали резца, установленного в резцедержателе 4, используют регулирующий винт 9, конец которого под воздействием пружины 1 находится в постоянном контакте с верхними салазками суппорта станка. Вращая винт 9 против часовой стрелки, передвигают щиток 8, установленный по скользящей посадке в корпусе 5. При этом рычаг 3, поворачиваясь на оси и воздействуя на шток 2, жестко закрепленный в резцедержателе 4, заставляет резцедержатель вместе с закрепленным в нем прорезным резцом двигаться по направлению к обрабатываемой детали. После настройки резцов поворотом рукоятки поперечного суппорта подают одновременно оба резца на первый проход. После первого прохода отводят резец от детали. При этом резцедержатель под действием пружины 1 также отойдет от детали. Преимущество двухстороннего нарезания резьбы, осуществляемого с помощью такого приспособления, заключается в том, что профильный резец производит резание по проточенной уже прорезным резцом канавке. При этом создаются благоприятные условия свободного резания для прорезного резца, так как боковые грани его не соприкасаются с металлом и стружка не заклинивается в прорезанной канавке.
Нарезание точных внутренних резьб блоком резцов
 Блок
(рис. 79) устанавливают в резцедержатель.
Расточным резцом растачивают отверстие
под резьбу и снимают фаску, а резьбовыми
резцами, установленными в блоке по
специальному индикаторному устройству,
за один проход нарезают резьбу.
Блок
(рис. 79) устанавливают в резцедержатель.
Расточным резцом растачивают отверстие
под резьбу и снимают фаску, а резьбовыми
резцами, установленными в блоке по
специальному индикаторному устройству,
за один проход нарезают резьбу.
Боковые плоскости резьбовых резцов шлифуют по 2-му классу точности на плоскошлифовальном станке и затем затачивают по специальным шаблонам.
В качестве примера рассмотрим установку резцов в блоке для нарезания резьбы с шагом 2 мм. Резцы устанавливают в следующем порядке. Укрепляют первый резец, по которому настраивают индикаторное устройство на нулевое показание. Затем второй резец выдвигают на 0,3 мм, третий — на 0,5 и четвертый — на 0,6 мм по отношению к первому резцу; производят измерение с помощью индикатора.
При такой установке резцов первым резцом снимают 1 мм по диаметру, вторым — 0,6, третьим — 0,4 и четвертым — 0,2 мм.
В связи с небольшой нагрузкой на последний резец он длительное время обеспечивает получение правильного профиля и низкой шероховатости поверхности нарезаемой резьбы, чего не удается достичь при нарезании одним резцом, который выполняет черновые и чистовые проходы.