

Приспособление для скоростного нарезания
ПРИСПОСОБЛЕНИЕ ДЛЯ СКОРОСТНОГО
НАРЕЗАНИЯ НАРУЖНЫХ И ВНУТРЕННИХ РЕЗЬБ
В УПОР
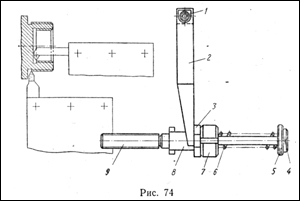
Настраивают приспособление
(рис. 74) следующим образом. Оставляя
верхние салазки суппорта в обычном
положении, вынимают винт верхних салазок
и на его место устанавливают узел,
состоящий из винта 9, втулки 8, упорной
планки 3, гайки 7 и пружины 6, маховика 5
и шплинта 4. Второй узел приспособления
монтируют на пиноли задней бабки. Он
состоит из упора 2 и винта 1, служащего
для крепления кольца на пиноли задней
бабки.
 Перед
началом работы резьбовой резец подводят
вплотную к торцу нарезаемой детали.
Затем, вращая пиноль задней бабки в
обратном направлении, подводят упорное
кольцо 2 вплотную к упорной планке 3.
После этого отводят резец в исходное
положение и начинают нарезать резьбу.
Перед
началом работы резьбовой резец подводят
вплотную к торцу нарезаемой детали.
Затем, вращая пиноль задней бабки в
обратном направлении, подводят упорное
кольцо 2 вплотную к упорной планке 3.
После этого отводят резец в исходное
положение и начинают нарезать резьбу.
Нарезание резьбы можно выполнить без зрительного контроля за деталью, достаточно следить только за пружиной 6. Когда упорная планка 3 подойдет к упорному кольцу 2 и пружина 6 начнет сжиматься, резец следует отвести от детали и дать обратный ход шпинделю. Этот процесс повторяют до окончания нарезания резьбы.
При использовании такого приспособления можно нарезать в упор нечетные резьбы с шагом 1,75; 2,25; 2,75 и другие подобные со скоростью резания до 150 м/мин. При нарезании нечетной резьбы обычным способом работают при скорости не более 15—20 м/мин.
Для совмещения нового резца с резьбой в тех случаях, когда меняют резец, не закончив полностью нарезку резьбы, служит маховичок 5, при вращении которого можно установить подвижную часть верхних салазок вместе с закрепленным в резцедержателе резцом в требуемом положении.
При использовании рассмотренного приспособления значительно повышается производительность труда; становится возможной обработка на таких скоростях резания, при которых на режущей кромке резца не образуется нарост, нарушающий профиль резьбы.
Приспособление для нарезания внутренних резьб
ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ
ВНУТРЕННИХ РЕЗЬБ С АВТОМАТИЧЕСКИМ
В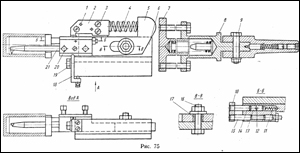 ЫВОДОМ
РЕЗЦА
В конструкцию приспособления
(рис. 75) входит державка 6, закрепляемая
в резцедержателе станка. В державке
посредством болта 16 и промежуточной
втулки 17 закреплен корпус 5. В одном из
торцевых отверстий корпуса винтами 20
закрепляют резец 21, а в двух других —
оси 14 и 15, ползун 13 с установленными в
нем фиксатором 12 и пружиной 11. На концах
осей 14 и 15 установлена фасонная планка
10. Упор 2 винтами 3 и штифтом 1 закреплен
на державке 6. Между корпусом 5 и державкой
6 в напряженном состоянии установлена
пружина 4. В торце державки болтом 19
закреплен отражатель 18.
В приспособлении
есть узел, предназначенный для возвращения
резьбового резца в исходное положение
после каждого прохода. Он состоит из
хвостовика, закрепленного в пиноли
задней бабки; откидной втулки 8,
закрепленной с помощью оси 9 в хвостовике;
подпружиненной втулки 7 и других деталей.
ЫВОДОМ
РЕЗЦА
В конструкцию приспособления
(рис. 75) входит державка 6, закрепляемая
в резцедержателе станка. В державке
посредством болта 16 и промежуточной
втулки 17 закреплен корпус 5. В одном из
торцевых отверстий корпуса винтами 20
закрепляют резец 21, а в двух других —
оси 14 и 15, ползун 13 с установленными в
нем фиксатором 12 и пружиной 11. На концах
осей 14 и 15 установлена фасонная планка
10. Упор 2 винтами 3 и штифтом 1 закреплен
на державке 6. Между корпусом 5 и державкой
6 в напряженном состоянии установлена
пружина 4. В торце державки болтом 19
закреплен отражатель 18.
В приспособлении
есть узел, предназначенный для возвращения
резьбового резца в исходное положение
после каждого прохода. Он состоит из
хвостовика, закрепленного в пиноли
задней бабки; откидной втулки 8,
закрепленной с помощью оси 9 в хвостовике;
подпружиненной втулки 7 и других деталей.
В процессе нарезания резьбы фасонная планка 10 упирается в торец детали и начинает перемещаться вправо. Вместе с ней перемещается ось 14 и ползун 13 с фиксатором 12. Но как только фиксатор перестанет контактировать с упором 2, пружина 4 заставит корпус 5 повернуться на втулке 17; фиксатор попадет в вырез упора 2, отражатель 18 потеряет контакт с гнездом корпуса 5, и вершина резца отойдет от нарезаемой поверхности.
Чтобы установить резец в исходное положение для следующего прохода, достаточно переключить фрикцион на обратный ход. Подпружиненная втулка 7 своим торцом упрется в выступ корпуса 5 и начнет перемещать его к обрабатываемой детали до тех пор, пока отражатель не попадет в гнездо державки, а фиксатор 12 не упрется в торец упора 2. Для удобства в работе втулка 7 выполнена откидной. Применение описанного приспособления повышает производительность труда.