

Приспособление для расточки сфер
ПРИСПОСОБЛЕНИЕ ДЛЯ РАСТОЧКИ
СФЕР ДИАМЕТРОМ ОТ 50 ДО 100 мм
Основными
деталями приспособления (рис. 70) являются
корпус 4, шестерня 1, рейка 3, упор 6, болт
5, ось 2. Приспособление устанавливают
в пиноль задней бабки токарного станка,
упор 6 закрепляют в резцедержатель
станка и посредством болта 5 соединяют
с рейкой 3 п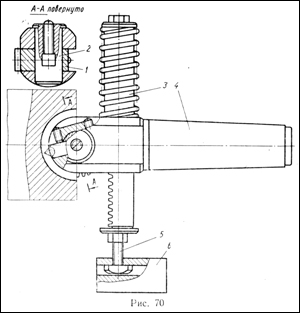 риспособления.
При
включении поперечной подачи станка
упор 6 сообщает прямолинейное движение
рейке 3, которая, перемещаясь внутри
корпуса 4, заставляет вращаться шестерню
1, расположенную на оси 2. При вращении
шестерни 1 резец, закрепленный в ней,
растачивает отверстия по заданному
радиусу.
риспособления.
При
включении поперечной подачи станка
упор 6 сообщает прямолинейное движение
рейке 3, которая, перемещаясь внутри
корпуса 4, заставляет вращаться шестерню
1, расположенную на оси 2. При вращении
шестерни 1 резец, закрепленный в ней,
растачивает отверстия по заданному
радиусу.
Применение приспособления позволяет значительно повысить производительность труда и улучшить качество обработки деталей.
Приспособление для обработки внутренних ш естигранников
Обработка внутренних глухих шестигранников с помощью просечек требует большой затраты времени. На рис. 71 показано приспособление, с помощью которого можно производить обработку шестигранного отверстия от 6 до 16 мм за 1—2 мин. При этом обеспечивается высокое качество обработки. Приспособление состоит из кронштейна 6, закрепленного в резцедержателе токарного станка; корпуса 5, вставляемого в конусное отверстие кронштейна 6; радиальных и упорных шарикоподшипников 3 и 4, шпинделя 2, пуансона 1, закрепленного в шпинделе 2. Плоскость кронштейна 6 наклонена по отношению к оси отверстия кронштейна под углом 1,5°. При установке кронштейна 6 в резцедержателе ось пуансона 1 располагают под углом 1,5° к оси станка. При этом только одна из граней пуансона соприкасается с обрабатываемой деталью.
При включении продольной подачи и соприкосновении пуансона 1 с вращающейся заготовкой пуансон также начинает вращаться, и внутри предварительно просверленной заготовки образуется шестигранное отверстие.
При использовании описанного приспособления значительно повышается производительность труда.
Приспособления для нарезания резьб
ПРИСПОСОБЛЕНИЯ ДЛЯ НАРЕЗАНИЯ
РЕЗЬБ, НАВИВКИ ПРУЖИН И НАКАТКИ
Р ЕЗЦОВАЯ
ГОЛОВКА ДЛЯ БЫСТРОГО ОТВОДА РЕЗЬБОВОГО
РЕЗЦА
В корпусе 10 (рис. 72) по
скользящей посадке 2-го класса точности
посажен ползун 2 с закрепленным в нем
винтами 4 резцом 1. Под действием пружины
5, закрепленной винтами 4 и 6, создается
постоянный контакт радиусного выреза
в торце ползуна 2 с эксцентриковой
средней частью пальца 8. Перед началом
нарезания резьбы поворотом рукоятки 7
против часовой стрелки перемещают
ползун влево до упора верхнего выступа
ползуна в торец винта 3.
ЕЗЦОВАЯ
ГОЛОВКА ДЛЯ БЫСТРОГО ОТВОДА РЕЗЬБОВОГО
РЕЗЦА
В корпусе 10 (рис. 72) по
скользящей посадке 2-го класса точности
посажен ползун 2 с закрепленным в нем
винтами 4 резцом 1. Под действием пружины
5, закрепленной винтами 4 и 6, создается
постоянный контакт радиусного выреза
в торце ползуна 2 с эксцентриковой
средней частью пальца 8. Перед началом
нарезания резьбы поворотом рукоятки 7
против часовой стрелки перемещают
ползун влево до упора верхнего выступа
ползуна в торец винта 3.
В процессе скоростного нарезания резьбы, в тот момент, когда резец вышел в зарезьбовую канавку, поворачивают рукоятку 7 по часовой стрелке. Ползун с резцом отходит вправо и своим нижним торцом упирается в винт 9. После возвращения резца в исходное положение для следующего прохода рукоятку 7 вновь поворачивают до отказа против часовой стрелки, при помощи лимба задают глубину, снимаемую при следующем проходе, и процесс повторяют.
Приспособление для скоростного нарезания резьб
ПРИСПОСОБЛЕНИЕ
ДЛЯ СКОРОСТНОГО НАРЕЗАНИЯ РЕЗЬБ С
ПЛАВНЫМ ВЫВОДОМ Р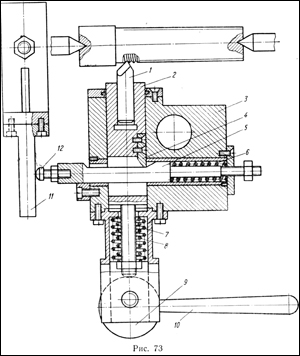 ЕЗЦА
При
нарезании резьб на деталях, в которых
по конструктивным соображениям не
допускается изготовление канавки для
выхода резьбового резца, работа на
высоких скоростях неизбежно приводит
к поломке резцов. В указанных случаях
целесообразно применять специальное
приспособление (рис. 73) для скоростного
нарезания резьбы.
В корпусе 3
приспособления, устанавливаемого на
место резцедержательной головки,
находится пиноль 2 с закрепленным на
ней сухарем 4. В корпусе монтируют
копирный валик 5. Под действием пружин
7 и 8 сухарь 4 постоянно находится в
контакте с валиком 5. Перед началом
нарезания резьбы сухарь 4 опирается на
верхнюю плоскость валика 5, удерживаемого
пружиной 6 в крайнем левом положении.
В
процессе нарезания резьбы, когда суппорт
вместе с приспособлением быстро движется
по направлению к передней
бабке,
торец валика 5 с закрепленным в нем
регулировочным винтом 12 встречает на
своем пути упор 11, который, останавливая
валик, тем самым заставляет его
перемещаться в корпусе приспособления
в направлении, обратном направлению
движения суппорта, и сжимать пружину
6.
ЕЗЦА
При
нарезании резьб на деталях, в которых
по конструктивным соображениям не
допускается изготовление канавки для
выхода резьбового резца, работа на
высоких скоростях неизбежно приводит
к поломке резцов. В указанных случаях
целесообразно применять специальное
приспособление (рис. 73) для скоростного
нарезания резьбы.
В корпусе 3
приспособления, устанавливаемого на
место резцедержательной головки,
находится пиноль 2 с закрепленным на
ней сухарем 4. В корпусе монтируют
копирный валик 5. Под действием пружин
7 и 8 сухарь 4 постоянно находится в
контакте с валиком 5. Перед началом
нарезания резьбы сухарь 4 опирается на
верхнюю плоскость валика 5, удерживаемого
пружиной 6 в крайнем левом положении.
В
процессе нарезания резьбы, когда суппорт
вместе с приспособлением быстро движется
по направлению к передней
бабке,
торец валика 5 с закрепленным в нем
регулировочным винтом 12 встречает на
своем пути упор 11, который, останавливая
валик, тем самым заставляет его
перемещаться в корпусе приспособления
в направлении, обратном направлению
движения суппорта, и сжимать пружину
6.
В момент, когда скос на валике 5 войдет в контакт с сухарем 4, резьбовой резец 1, закрепленный в пиноли 2, плавно начнет выходить из резьбы. На выход резца из резьбы требуется 0,02—0,05 с при продольной подаче суппорта в направлении к передней бабке 40—100 мм/с.
После выхода резца из резьбы выключают маточную гайку (если число ниток нарезаемой резьбы равно числу ниток ходового винта) или переключают фрикцион на обратный ход и, не прикасаясь к лимбу поперечного суппорта, возвращают приспособление в исходное положение. Затем с помощью рукоятки 10 поворачивают эксцентрик 9, который подает пиноль 2 вперед до тех пор, пока сухарь 4 не перестанет касаться валика 5. В этот момент, характеризующийся легким щелчком, пружина 6 возвращает валик 5 в начальное положение. После этого возвращают в исходное положение эксцентрик 9. Когда резец автоматически занял положение, в котором он находился при предыдущем проходе, при помощи рукоятки для поперечной подачи суппорта подают резец на величину глубины резания очередного прохода, после чего проход повторяют.
В результате применения приспособления обеспечивается плавный выход резца из резьбы в одной и той же точке детали и уменьшается утомляемость рабочего (так как он не должен улавливать момент начала отвода резца от детали), улучшается качество резьбы и в несколько раз повышается производительность труда.