

Приспособление для чистовой обточки
ПРИСПОСОБЛЕНИЕ ДЛЯ ЧИСТОВОЙ
ОБТОЧКИ СФЕР ВРАЩАЮЩИМСЯ РЕЗЦОМ
Известные
способы чистовой обработки шаровых
поверхностей чашечными кругами при
одновременном вращении детали и круга,
оси которых пересекаются, имеют общие
недостатки — шлифовальные круги быстро
выходят из строя, скорость обработки
деталей низкая.
 На
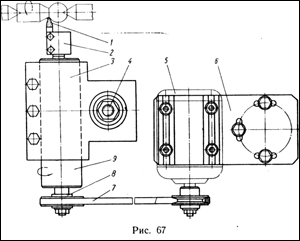
рис. 67 показано приспособление, в котором
абразивный круг заменен державкой с
одним резцом. Оно состоит из корпуса 3,
закрепляемого на месте резцедержателя
болтом 4; шлифовального шпинделя 9,
смонтированного в корпусе 3; резцедержателя
2 с резцом 1, закрепленного в шлифовальном
шпинделе взамен чашечного круга;
электромотора 5, установленного на плите
6.
На
рис. 67 показано приспособление, в котором
абразивный круг заменен державкой с
одним резцом. Оно состоит из корпуса 3,
закрепляемого на месте резцедержателя
болтом 4; шлифовального шпинделя 9,
смонтированного в корпусе 3; резцедержателя
2 с резцом 1, закрепленного в шлифовальном
шпинделе взамен чашечного круга;
электромотора 5, установленного на плите
6.
Приспособление работает следующим образом. С помощью лимба верхних салазок суппорта станка, повернутых против часовой стрелки на 90° от обычного положения, устанавливают необходимую глубину резания. Включают мотор 5, приводящий в движение шлифовальный шпиндель через текстропный ремень 7 и шкив 8, и одновременно сообщают вращение детали, шаровая поверхность которой уже предварительно обработана. Чистовая обработка детали будет завершена после того, как деталь сделает немногим более одного оборота.
Для получения низкой шероховатости обрабатываемой поверхности необходимо, чтобы частота вращения резца и детали- были строго согласованы.
Обычно минимальная частота вращения шпинделя станков составляет 12 об/мин. Уменьшить это число можно следующим образом. Напротив мотора станка необходимо установить мотор мощностью 1—1,5 кВт со шкивом диаметром 40—50 мм и один из текстропных ремней шкива основного мотора соединить со шкивом дополнительного мотора. За счет того, что диаметр шкива основного мотора в 6—8 раз больше диаметра шкива дополнительного мотора, число оборотов шпинделя станка уменьшается в 6—8 раз.
При использовании приспособления рассмотренной конструкции, установленного в 1975 г. в механическом цехе киевского завода «Красный экскаватор», получена стабильная производительность обработки — 350—400 шт. сферических поверхностей диаметром 45 мм в смену при высокой точности и низкой шероховатости обрабатываемой поверхности.
Приспособление с ручной подачей
ПРИСПОСОБЛЕНИЕ С РУЧНОЙ
ПОДАЧЕЙ ДЛЯ РАСТОЧКИ СФЕР
 В
условиях индивидуального и мелкосерийного
производства, когда экономически
нецелесообразно изготовлять сложные
приспособления для расточки сфер, а
обработка их вручную требует высокой
квалификации рабочего и большой затраты
времени, рекомендуется применять
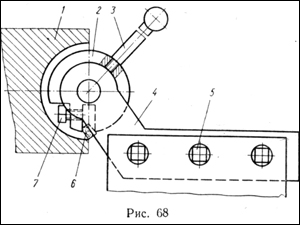
приспособление, показанное на рис. 68.
Оно состоит из державки 4, закрепленной
в резцедержателе станка винтами 5, диска
2, в котором винтом 7 закреплен резец 6.
Для расточки сферического отверстия в
детали 1 рукояткой 3 плавно перемещают
диск 2 с, закрепленным и нем в соответствии
с заданным радиусом резцом.
В
условиях индивидуального и мелкосерийного
производства, когда экономически
нецелесообразно изготовлять сложные
приспособления для расточки сфер, а
обработка их вручную требует высокой
квалификации рабочего и большой затраты
времени, рекомендуется применять
приспособление, показанное на рис. 68.
Оно состоит из державки 4, закрепленной
в резцедержателе станка винтами 5, диска
2, в котором винтом 7 закреплен резец 6.
Для расточки сферического отверстия в
детали 1 рукояткой 3 плавно перемещают
диск 2 с, закрепленным и нем в соответствии
с заданным радиусом резцом.
Приспособление характеризуется простотой конструкции. Применение его значительно повышает производительность труда.
Применение описанного приспособления, помимо увеличения производительности труда, существенно повышает и качество обработки.
П РИСПОСОБЛЕНИЕ
ДЛЯ РАСТОЧКИ СФЕР ДИАМЕТРОМ ОТ 10 ДО 60
мм
Приспособление (рис. 69) состоит
из сборного корпуса 6, поворотного стола
3, шестерни 2, рейки 7, планки, тяги 10 и
других деталей. Его устанавливают на
пиноль задней бабки токарного станка
и закрепляют винтом 5. Планку 11 закрепляют
в резцедержателе и с помощью тяги 10
соединяют с рейкой 7 приспособления.
РИСПОСОБЛЕНИЕ
ДЛЯ РАСТОЧКИ СФЕР ДИАМЕТРОМ ОТ 10 ДО 60
мм
Приспособление (рис. 69) состоит
из сборного корпуса 6, поворотного стола
3, шестерни 2, рейки 7, планки, тяги 10 и
других деталей. Его устанавливают на
пиноль задней бабки токарного станка
и закрепляют винтом 5. Планку 11 закрепляют
в резцедержателе и с помощью тяги 10
соединяют с рейкой 7 приспособления.
При включении поперечной подачи станка планка 11 сообщает прямолинейное движение тяге 10 и рейке 7. Рейка, перемещаясь внутри корпуса 6, заставляет вращаться шестерню 2, соединенную шпонкой 1 с осью поворотного стола 3, вследствие чего стол вращается вместе с шестерней 2. При вращении поворотного стола 3 резец, закрепленный в нем винтами 5, производит расточку отверстия по заданному радиусу в соответствии с шаблоном 9. Для настройки резца по центру растачиваемой сферы служит подкладка 4. До применения рассмотренного приспособления обработку сферических поверхностей диаметром 10—30 мм производили фасонными резцами. При этом не обеспечивалось получение необходимой точности, так как фасонные резцы, выкрашиваясь, становились непригодными к работе.