

Приспособление с синусной линейкой
ПРИСПОСОБЛЕНИЕ С СИНУСНОЙ
ЛИНЕЙКОЙ ДЛЯ ОБТОЧКИ КОНУСОВ
Приспособление
(рис. 62) предназначено для точной настройки
угла поворота верхних салазок суппорта.
Оно состоит из оправки 2, линейки 1, вилки
3, валика 5, винта 4.
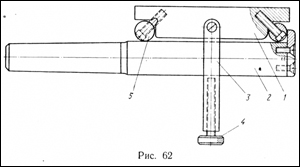 Приспособление
устанавливается в шпинделе станка.
Между левым валиком 5 и оправкой 2
посредством вилки 3 и винта 4 зажимают
мерные плитки, выдерживая заданный
угол. В резцедержателе устанавливают
индикатор, стержень которого должен
находиться на линии центров станка.
Верхние салазки настраивают путем
перемещения стержня индикатора
относительно базовой плоскости линейки
4 до тех пор, пока стрелка индикатора не
перестанет колебаться. После настройки
станка приспособление снимают.
При
использовании описанного приспособления
обеспечивается высокая точность
настройки станка.
Приспособление
устанавливается в шпинделе станка.
Между левым валиком 5 и оправкой 2
посредством вилки 3 и винта 4 зажимают
мерные плитки, выдерживая заданный
угол. В резцедержателе устанавливают
индикатор, стержень которого должен
находиться на линии центров станка.
Верхние салазки настраивают путем
перемещения стержня индикатора
относительно базовой плоскости линейки
4 до тех пор, пока стрелка индикатора не
перестанет колебаться. После настройки
станка приспособление снимают.
При
использовании описанного приспособления
обеспечивается высокая точность
настройки станка.
Копировальное приспособление для обточки
КОПИРОВАЛЬНОЕ ПРИСПОСОБЛЕНИЕ
ДЛЯ ОБТОЧКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ
При
использовании существующих копировальных
приспособлений механического действия,
как правило, не обеспечивается получение
фасонных поверхностей с малым радиусом
сопряжений. Такие поверхности часто
обрабатывают фасонными резцами, однако
и при таком способе не обеспечивается
высокое качество обработки деталей и
высокая производительность т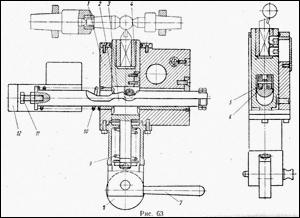 руда.
Фасонные
поверхности с минимальным радиусом
сопряжения (до 2 мм) можно обрабатывать,
применяя копировальное приспособление,
показанное на рис. 63. Основными деталями
его являются: корпус 1, пиноль 2, копир
3, корпус ролика 4, ролик 6, пружины 9 и 10
руда.
Фасонные
поверхности с минимальным радиусом
сопряжения (до 2 мм) можно обрабатывать,
применяя копировальное приспособление,
показанное на рис. 63. Основными деталями
его являются: корпус 1, пиноль 2, копир
3, корпус ролика 4, ролик 6, пружины 9 и 10
Приспособление работает следующим образом. При включении подачи суппорт станка вместе с приспособлением движется к передней бабке, копир 3 с закрепленным в нем регулировочным винтом 1} встречает на своем пути упор 12, установленный на станине станка, который останавливает копир 3. Ролик б, вращающийся в шариковых подшипниках 5, закрепленных в корпусе ролика 4, начинает скользить по контуру копира 3, вращаясь вокруг своей оси. Одновременно с этим начинается обтачивание контура детали. Вращаясь, ролик легко переходит с одной кривой копира на другую.
После проточки детали, пользуясь поперечной подачей суппорта, отводят приспособление на 15—20 мм от детали. С помощью рукоятки 7 поворачивают эксцентрик 8, который, перемещая пиноль 2 в направлении к детали, освобождает копир 3. Последний под действием пружины 10 возвращается в исходное положение. При расчете копира необходимо учитывать радиус ролика и радиус закругления вершины резца. Радиус копира принимают равным сумме радиусов детали, ролика и резца.
При чистовой обточке шаровых пальцев с максимальным диаметром 28 мм и длиной 70 мм токарь, используя такое приспособление, обрабатывает за смену 700—800 пальцев, а при обработке фасонным резцом — 120—150. Таким образом, производительность труда увеличивается более чем в 5 раз при одновременном улучшении качества обработки.
Приспособление для обточки фасонных поверхностей
В условиях индивидуального
и мелкосерийного производства обработку
фасонных поверхностей, как правило,
выполняют от руки, что требует больших
затрат времени. В результате использования
простого приспособления, приведенного
на рис. 64, можно значительно ускорить
процесс обработки фасонных поверхностей
и повысить качество обработанной
поверхности.
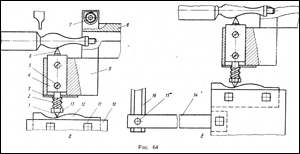 Резцедержатель
9 приспособления (рис. 64, а) крепится
винтами 7 к пиноли 8 задней бабки. В
резцедержателе размещен ползун 4 и резец
6, закрепленный винтами 5. Копир 12 винтами
и крепится к резцедержателю 10 станка.
Пружина 2 одним концом упирается в шайбу
3, а другим — в торец гайки 13. Под действием
этой пружины щуп 1 находится в постоянном
контакте с копиром 12.
Резцедержатель
9 приспособления (рис. 64, а) крепится
винтами 7 к пиноли 8 задней бабки. В
резцедержателе размещен ползун 4 и резец
6, закрепленный винтами 5. Копир 12 винтами
и крепится к резцедержателю 10 станка.
Пружина 2 одним концом упирается в шайбу
3, а другим — в торец гайки 13. Под действием
этой пружины щуп 1 находится в постоянном
контакте с копиром 12.
Обработку производят следующим образом. Суппорт вместе с копиром оставляют неподвижным, а пиноль 8 с резцедержателем 9 перемещают при помощи маховика. При этом резец 6 движется в соответствии с формой копира 12, закрепленного в резцедержателе 10 станка, и на детали получается заданная фасонная поверхность. Для обработки конусов достаточно заменить фасонный копир коническим.
Второй вариант приспособления (рис. 64, б) немного сложнее, но при его использовании можно применить механическую подачу. Винт верхних салазок суппорта вынимают, а в резцедержателе станка закрепляют тягу 14, в которой запрессован палец 15, имеющий возможность перемещаться в пазе кронштейна 16, закрепляемого па станине станка. Резцедержатель станка с закрепленным в нем копиром остается неподвижным.
Процесс обработки по второму варианту отличается от первого тем, что суппорт, соединенный скобой (станок 1К62) с задней бабкой, перемещается вместе с ней, в результате чего обеспечивается механическая подача резца 6.