

Специальный вращающийся центр
СПЕЦИАЛЬНЫЙ ВРАЩАЮЩИЙСЯ
ЦЕНТР ДЛЯ ОБТОЧКИ КОНУСОВ
 Для
компенсации появляющейся конусности
при обтачивании цилиндрических валиков
или конусных валиков с небольшой
конусностью может быть применен
специальный регулируемый вращающийся
центр.
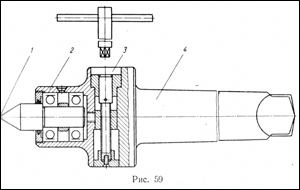
Хвостовик 4 центра (рис. 59)
крепят в пиноли задней бабки. В корпусе
2 имеется соединение типа «ласточкин
хвост». Через корпус проходит винт 3 с
микрометрической подачей.
Для
компенсации появляющейся конусности
при обтачивании цилиндрических валиков
или конусных валиков с небольшой
конусностью может быть применен
специальный регулируемый вращающийся
центр.
Хвостовик 4 центра (рис. 59)
крепят в пиноли задней бабки. В корпусе
2 имеется соединение типа «ласточкин
хвост». Через корпус проходит винт 3 с
микрометрической подачей.
На торце винта есть нониус с ценой деления 0,01 мм. Для устранения конусности при обработке детали, достаточно сместить корпус 2 по отношению к конусному хвостовику 4 на необходимую величину, сделав отсчет по нониусу микрометрического винта.
При помощи центра можно также проточить конусную поверхность, смещая корпус в пределах до 15 мм в зависимости от габаритных размеров корпуса центра.
Во избежание скалывания вращающегося центра или износа в деталях центрового отверстия в конструкции центра предусмотрен специальный шарик 1.
При использовании центра можно значительно сократить вспомогательное время и повысить качество обрабатываемых деталей.
Механизированное приспособление
МЕХАНИЗИРОВАННОЕ ПРИСПОСОБЛЕНИЕ
ДЛЯ ОБТОЧКИ И РАСТОЧКИ ПОЛОГИХ
КОНУСОВ
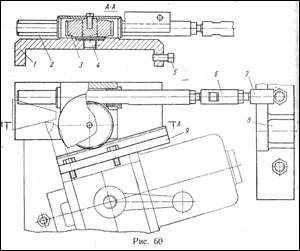 Корпус
1 приспособления (рис. 60) закрепляется
на суппорте станка винтом 5. В отверстии
выступа корпуса 1 находится ведущая
рейка 2. Внутри корпуса 1 на оси 1 по
скользящей посадке установлена шестерня
3, находящаяся в зацеплении с ведущей 2
и ведомой 9 рейками. Последняя жестко
закреплена на подвижной части верхних
салазок суппорта. Приспособление
работает следующим образом. При включении
подачи станка ведущая рейка 2, соединенная
тягой 6 и вилкой 7 с кронштейном 8, жестко
установленным на станине станка, остается
неподвижной. При этом шестерня 3,
посаженная на ось 4, начинает вращаться.
Поскольку шестерня 3 находится в
зацеплении с ведомой рейкой 9, последняя
вместе с подвижной освобожденной от
винта частью верхних салазок суппорта
приходит в движение, и начинается процесс
обработки.
Корпус
1 приспособления (рис. 60) закрепляется
на суппорте станка винтом 5. В отверстии
выступа корпуса 1 находится ведущая
рейка 2. Внутри корпуса 1 на оси 1 по
скользящей посадке установлена шестерня
3, находящаяся в зацеплении с ведущей 2
и ведомой 9 рейками. Последняя жестко
закреплена на подвижной части верхних
салазок суппорта. Приспособление
работает следующим образом. При включении
подачи станка ведущая рейка 2, соединенная
тягой 6 и вилкой 7 с кронштейном 8, жестко
установленным на станине станка, остается
неподвижной. При этом шестерня 3,
посаженная на ось 4, начинает вращаться.
Поскольку шестерня 3 находится в
зацеплении с ведомой рейкой 9, последняя
вместе с подвижной освобожденной от
винта частью верхних салазок суппорта
приходит в движение, и начинается процесс
обработки.
При использовании приспособления обеспечиваются механическая подача верхних салазок суппорта, плавная подача резца и высокая производительность труда, снижается шероховатость обрабатываемой поверхности, улучшаются условия труда (при ручной подаче верхних салазок суппорта горячая стружка попадает на руки рабочего). Рассмотренное приспособление с успехом применяется на многих заводах страны.
Приспособление для обточки конусов
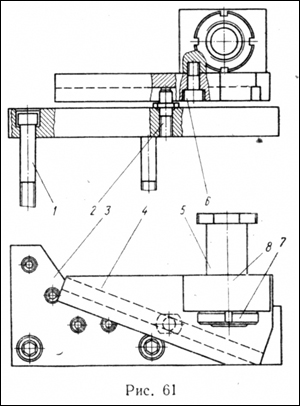 Приспособление
(рис. 61) предназначено для обточки деталей
с большой конусностью. Оно состоит из
планки 3, копира 4, кронштейна 8, втулки
5, гайки 7, пальца 2, винтов 1 и 6.
Приспособление
(рис. 61) предназначено для обточки деталей
с большой конусностью. Оно состоит из
планки 3, копира 4, кронштейна 8, втулки
5, гайки 7, пальца 2, винтов 1 и 6.
Планку 3 двумя винтами 1 закрепляют на суппорте токарного станка 1К62, копир 4 двумя винтами 6 — на кронштейне 8, который, в свою очередь, посредством втулки 5 и гайки 7 крепят в гнезде верхних салазок суппорта на месте предварительно снятого винта верхних салазок.
При настройке станка для обточки конусов верхнюю часть пальца 2, закрепленного в планке 3, вставляют в паз копира 4, а верхние салазки суппорта поворачивают на заданный угол конуса обрабатываемой детали, уменьшенный на 15°, так как паз копира 4 расположен под углом 15° к горизонтали. После настройки приспособления включают поперечную подачу и резцом протачивают деталь под заданным углом. Применение этого приспособления позволяет повысить производительность труда в 1,5—2 раза и обеспечить условия для выполнения требований техники безопасности.