

Самоцентрирующий пневматический патрон
Патрон предназначен для
крепления деталей большого диапазона
размеров. К основным деталям патрона
относятся (рис. 3) корпус 3, спиральный
диск 2, конические шестерни 1, рейки 5,
диск 6, тяга 7. При перемещении тяги 7
вправо в этом же направлении перемещается
диск 6 с закрепленными в нем рейками 5,
в результате чего шестерни 1 вращаются
по часовой стрелке. Поскольку они
находятся в зацеплении с рейками 5 и
спиральным диском 2, то спиральный диск
2 вращается против часовой стрелки. В
этом случае кулачки 4 перемещаются к
оси патрона, в результате чего
обеспечивается закрепление детали.
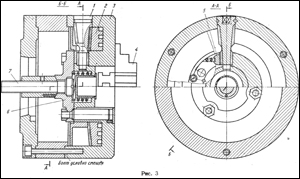 Для
освобождения детали сжатый воздух
подается в правую полость пневмопривода.
При этом тяга 7 и диск 6 вместе с рейками
5 перемещаются влево, шестерни 1 и диск
2 вращаются в обратном направлении и
кулачки 4 раздвигаются, освобождая
обрабатываемую деталь. В этом положении
рейки 5 выведены из зацепления с шестернями
1 и патрон может управляться вручную с
помощью ключа.
Для
освобождения детали сжатый воздух
подается в правую полость пневмопривода.
При этом тяга 7 и диск 6 вместе с рейками
5 перемещаются влево, шестерни 1 и диск
2 вращаются в обратном направлении и
кулачки 4 раздвигаются, освобождая
обрабатываемую деталь. В этом положении
рейки 5 выведены из зацепления с шестернями
1 и патрон может управляться вручную с
помощью ключа.
Кулачки 4 устанавливаются в соответствии с размером обрабатываемой детали, причем зазор между ними и поверхностью детали не должен превышать 1,5—2 мм.
Самоцентрирующий токарный патрон с механизированным приводом целесообразно применять в серийном и мелкосерийном производстве. Он прост в изготовлении, так как основные его детали (корпус, спиральный диск, кулачки, переходной фланец) стандартные. При использовании такого патрона значительно сокращаются затраты времени на крепление детали.
Цанговый патрон с пневматическим зажимом
Патрон (рис. 4) предназначен
для обработки деталей типа шайб, колец
и т. п. Он состоит из корпуса 2, стакана
1, тяги 3. Тяга соединяется с пневматическим
приводом.
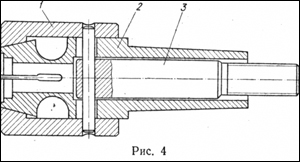 В
связи с тем, что корпус 2 одновременно
является и зажимной цангой, при
использовании патрона этой конструкции
обеспечивается минимальное биение
детали и сохранение положения торца
детали относительно оси ее вращения. В
случае применения его при подрезке
торцов деталей типа колец и шайб можно
значительно повысить производительность
труда, а также точность линейных размеров.
В
связи с тем, что корпус 2 одновременно
является и зажимной цангой, при
использовании патрона этой конструкции
обеспечивается минимальное биение
детали и сохранение положения торца
детали относительно оси ее вращения. В
случае применения его при подрезке
торцов деталей типа колец и шайб можно
значительно повысить производительность
труда, а также точность линейных размеров.
ЦЕНТРОБЕЖНЫЙ ЦАНГОВЫЙ
ПАТРОН
Патрон (рис. 5) предназначен
для крепления коротких деталей. В корпусе
5, жестко закрепляемом на шпинделе
токарного станка, расположены грумы 7,
удерживаемые в исходном положении
пружинами 5.
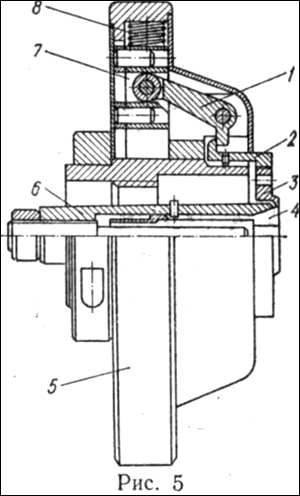 При
вращении патрона грузы двигаются под
действием центробежной силы в направлении,
перпендикулярном к оси шпинделя.
Перемещаясь, грузы поворачивают рычаги
1, которые воздействуют на втулку 2. Под
действием этих рычагов втулка вместе
с прижимом 3 упирается в конусную
поверхность цанги 4 и утопляет ее в конус
переходной втулки 6. Цанга при этом
сжимается и прочно закрепляет деталь.
При выключении станка и остановке
патрона пружины 8 возвращают грузы в
исходное положение, и деталь освобождается.
При
вращении патрона грузы двигаются под
действием центробежной силы в направлении,
перпендикулярном к оси шпинделя.
Перемещаясь, грузы поворачивают рычаги
1, которые воздействуют на втулку 2. Под
действием этих рычагов втулка вместе
с прижимом 3 упирается в конусную
поверхность цанги 4 и утопляет ее в конус
переходной втулки 6. Цанга при этом
сжимается и прочно закрепляет деталь.
При выключении станка и остановке
патрона пружины 8 возвращают грузы в
исходное положение, и деталь освобождается.
Для обработки ступенчатых валиков и нарезания резьбы необходим предварительный зажим детали во избежание нарушения ее ориентации относительно режущего инструмента. Для этого прижим 3 и втулка 2 имеют резьбовое соединение. С помощью прижима 3 деталь может быть предварительно закреплена. Окончательное закрепление производится автоматически в момент пуска станка.
В патроне есть регулируемый упор, который жестко связан с переходной втулкой 6 и при зажиме детали не сдвигается с места, что позволяет производить обработку, точно выдерживая линейные размеры. Торцевая поверхность зажима рифленая. При использовании такого патрона значительно сокращается вспомогательное время.