

Зуборезные долбяки для нарезания цилиндрических колес. Принцип работы. Зуборезные фрезы. Геометрические и конструктивные элементы. Особенности расчета дискового долбяка.
Инструменты для обработки зубьев цилиндрических колес.
По способу нарезания зубьев на деталях применяемые зуборезные инструменты можно разделить на две группы:
1.Инструменты, работающие методом копирования: когда профиль или проекция профиля инструмента совпадает всеми своими точками с профилем межзубой канавки нарезаемого колеса. К ним относятся: дисковые зуборезные (модульные) фрезы; пальцевые зуборезные (модульные) фрезы; зубодолбежные головки; протяжки продольные и круговые.
2.Инструменты, работающие методом обкатки. При этом методе зубья инструмента по профилю не совпадают с образуемой ими впадиной. Профиль нарезаемых зубьев представляет собой огибающую, получающуюся при различных положениях режущих лезвий инструмента, который имеет профиль сопряженной рейки или профиль зубьев сопряженного колеса. В этом случае обычно режущий инструмент и нарезаемая деталь находятся в сопряженном зацеплении как колеса зубчатой пары. Для этого необходимо чтобы начальные окружности инструмента и колеса (нарезаемого) перекатывались одна по другой без скольжения. К этой группе относятся инструменты: зуборезные гребенки; червячные фрезы; зуборезные долбяки; обкаточные резцы; шеверы.
Метод копирования в основном применяется в единичном производстве и при ремонтных работах (см. рис.160).
«+» - простота изготовления инструмента и несложность наладки применяемых универсальных зубофрезерных и специальных зубофрезерных станков (5342; 5353; 5346; К40; К60; Е3-59; Е3-28 и др.).
« - » - недостаточная точность нарезаемых колес по шагу и частично по профилю; малая производительность. Хотя благодаря применению высокопроизводительных инструментов(головки для контурного зубодолбления; протяжки продольные и круговые) в область точного и массового производства.

Метод обкатки имеет более широкое распространение в крупносерийном и массовом производстве.
«+» - профиль режущей кромки зуба инструмента чаще всего не зависит от числа зубьев нарезаемого колеса, а поэтому одной и той же червячной фрезой, гребенкой или долбяком определенного модуля можно нарезать зубчатые колеса с любым числом зубьев этого модуля; непрерывный и высокопроизводительный процесс ввиду отсутствия процесса деления и холостых движений; непрерывность и равномерность процесса обкатки и отсутствие случайных отклонений в профиле значительно повышают точность зубчатых колес по профилю и особенно по шагу.
« - » - сложность расчета и изготовления инструмента.
С целью упрощения формы и размеров зубьев и инструмента введено понятие исходного контура.
Под исходным контуром понимают контур зубьев рейки в нормальном к направления зубьев сечении.
В инструментальном производстве существует понятие исходной (теоретической) инструментальной рейки, основные параметры которой соответствуют параметрам нарезаемого зубчатого колеса (рис.161).
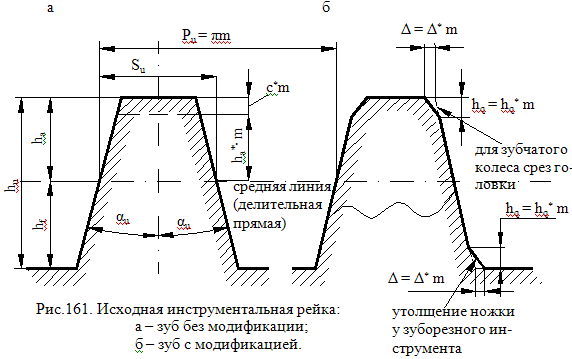
Принятые обозначения (рис.161,а):
Sи
–
толщина зуба инструмента по делительной
линии (окружности):

 – толщина
зуба зубчатого колеса;
– толщина
зуба зубчатого колеса;
 м утолщение зуба инструмента для создания
зазора;
м утолщение зуба инструмента для создания
зазора;
 – профильный угол инструментальной
рейки, равен (как правило) профильному
углу зубчатого колеса;
– профильный угол инструментальной
рейки, равен (как правило) профильному
углу зубчатого колеса;
 – шаг зуба инструментальной рейки;
– шаг зуба инструментальной рейки;
 – высота
зуба РИ;
– высота
зуба РИ;
 – высота головки зуба РИ;
– высота головки зуба РИ;
 – коэффициент высоты головки зуба,
равен 1,0;
– коэффициент высоты головки зуба,
равен 1,0;
 – коэффициент радиального зазора, равен
0,25 (0,35);
– коэффициент радиального зазора, равен
0,25 (0,35);
 = 1,25m;
= 1,25m;
 =
= 1,25m;
=
= 1,25m;
 = 2,50m;
= 2,50m;
Модификация
зуба (см.
рис.161,б) – срез головки зуба колеса –
необходима для улучшения работоспособности
цилиндрических колес. Чтобы образовать
срез головки зуба колеса, необходимо
на зубе исходной инструментальной рейки
выполнить утолщение ножки зуба
(фланкированный зуб) с величинами:
 – высота модификации, равна 0,45m
и менее;
– высота модификации, равна 0,45m
и менее;
 – глубина модификации, равна 0,02m
и менее.
– глубина модификации, равна 0,02m
и менее.
Модульные фрезы – дисковые и пальцевые – характеризуются низкой производительностью и пониженной точностью. Это частный случай фасонных фрез с затылованными зубьями, поэтому большинство конструктивных элементов выбираются аналогично обычным затылованным фрезам.
Профиль зуба дисковой фрезы (или проекция пальцевой модульной фрезы на основную плоскость) при нарезании прямозубых колес в точности соответствует профилю впадины зубчатого колеса и состоит из рабочего участка ВЕ – отрезок эвольвенты и нерабочего участка ВО1, ограниченного переходной кривой (рис.163).
