

1.3 Припуски на усадку
Величина припуска на усадку выбирается в зависимости от материала (таблица 8). На чертеже отливки величину припуска сплава указывают в примечании или в правом нижнем углу. Модельщик при изготовлении модели использует соответствующий усадочный метр.
Таблица 8 - Среднее значение линейной усадки для различных литейных сплавов
Сплав |
Литейная усадка при литье, % |
||
мелком |
среднем |
крупном |
|
Серый чугун |
0,8-1,2 |
0,6-1,0 |
0,4-0,8 |
Углеродистая и низколегированная сталь |
1,0-2,2 |
1,6-2,0 |
1,4-1,8 |
Оловянные бронзы |
1,0-1,2 |
0,9-1,1 |
0,8-1,0 |
Безоловянные бронзы и латуни |
1,6-2,0 |
1,5-1,9 |
1,4-1,8 |
Алюминиевые и магниевые сплавы |
1,0-1,5 |
0,8-1,4 |
0,8-1,3 |
Примечание - В зависимости от массы чугунные и стальные отливки подразделяют на мелкие – до 100 кг, средние – 500…1000 кг и крупные – свыше 1000 кг. Отливки из цветных сплавов подразделяются на мелкие – до 1 кг, средние – до 10 кг и крупные – свыше 10 кг |
|||
1.4 Формовочные (литейные) уклоны
Формовочные уклоны служат для удобства извлечения моделей из формы без ее разрушения. Размеры отливки увеличиваются в направлении извлечения модели из формы, т.е. в сторону плоскости разъема формы. На обрабатываемые поверхности отливки формовочные уклоны задаются поверх припусков на механическую обработку, на необрабатываемые – за счет увеличения (для наружных поверхностей) или уменьшения (для внутренних поверхностей) размеров отливки. На чертеже детали формовочные уклоны обозначаются сплошной тонкой линией (рисунок 3).
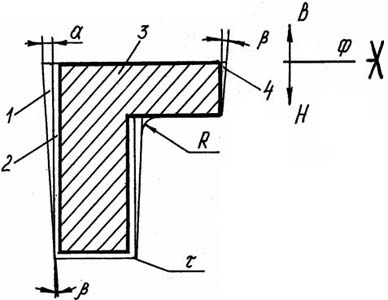
1 – уклон на обрабатываемую поверхность; 2 – припуск; 3 – деталь;
4 – уклон на необрабатываемую поверхность
Рис.3 Формовочные уклоны на отливке
Величина формовочных уклонов выбирается в зависимости от вида литья, материала модели и высоты поверхности, на которую назначается уклон, и обозначается в градусах ( угол , рисунок 3) или в миллиметрах (размер а, рисунок 3). Величины формовочных уклонов для моделей при применении песчано-глинистых формовочных смесей указаны в таблице 9.
Таблица 9 - Величины формовочных уклонов для наружных поверхностей моделей
Высота поверхности модели |
Формовочный уклон |
|
угол |
а, мм |
|
До 10 |
2о55’ |
0,50 |
Св. 10-16 |
1о55’ |
0,55 |
« 16-25 |
1о30’ |
0,65 |
« 25-40 |
1о05’ |
0,75 |
« 40-63 |
45’ |
0,85 |
« 63-100 |
35’ |
1,00 |
« 100-160 |
25’ |
1,20 |
1.5 Напуски
Напуск служит для упрощения изготовления отливки. Например, отверстие диаметром 50 мм и менее можно не оформлять в отливке, поскольку его целесообразнее просверлить в процессе механической обработки. По этой же причине сквозные и несквозные пазы размером менее 50 мм не отливают. Не рекомендуется выполнять отверстия в литье, если их диаметр не превышает при массовом производстве 20 мм, серийном - 30 мм и индивидуальном – 50 мм.
На чертеже отливки металл, который высверливается в процессе механической обработки, перечеркивается тонкими сплошными линиями крест на крест (рисунок 2).
Обрабатываемые отверстия некруглого профиля могут не выполняться в отливке, если диаметр, вписанной в их профиль окружности соответствует вышеприведенным нормам.