

МИНИСТЕРСТВО ОБРАЗОВАНИЯ РФ
ВЯТСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Факультет автоматизации машиностроения
Кафедра металловедения и технологии материалов
Разработка чертежа отливки Методические указания
По дисциплинам «Технологические процессы в машиностроении», «Материаловедение», «Технология конструкционных материалов»
Для специальностей 120100, 170400, 121200
Киров 2002
ББК 34.2 Д 44
УДК 621.74.041
Р17
Составители: профессор, кандидат технических наук
Л.П.Кочеткова,
старший преподаватель О.Б.Лисовская
Рецензент: доцент, кандидат технических наук Ю.И.Кувалдин,
кафедра технологии машиностроения
Редактор е.Г. Козвонина
Подписано в печ. Усл.печ.л. Заказ
Тираж 50 экз. Бесплатно.
Редакционно-издательский отдел ВятГУ
610000, г.Киров, ул. Московская, 36
Цель работы: освоение основных этапов проектирования техноло-гического процесса изготовления отливки в песчано-глинистые формы.
При выполнении работы необходимо:
Разработать чертеж элементов литейной формы, для чего:
- выбрать рациональное положение отливки в форме и назначить разъемы модели и формы;
- назначить припуски на механическую обработку, формовочные уклоны, напуски, галтели, литейные радиусы;
рассчитать размеры стержня;
разработать эскиз модели.
Разработать чертеж отливки.
Начертить эскиз формы в сборе с изображением литниковой системы.
Расшифровать марку сплава и указать его механические свойства.
Прежде чем приступить к разработке технологического процесса изго-товления отливки, необходимо тщательно изучить чертеж детали, обратив особое внимание на ее назначение, технические условия, обработку, серийность. При этом надо руководствоваться следующими основными положениями:
- способ формовки (машинный или ручной) определяется серийностью производства. При единичном или мелкосерийном производстве применяется ручная формовка; при серийном и массовом – машинная;
- приемы формовки (в двух или более опоках, по разъемной модели, в стержнях и т.д.) определяются конфигурацией и размерами отливки.
Разработка элементов литейной формы
Чертеж элементов литейной формы выполняют на копии чертежа детали в соответствии с требованиями ГОСТ 3.1125-88 и ведут в определенной последовательности.
Вначале выбирают положение отливки в форме при заливке жидким металлом и определяют плоскость разъема модели и формы, затем разрабатывают все элементы, отличающие размеры отливки от размеров детали.
Выбор положения отливки в форме и определение разъема формы
При выборе положения отливки в форме необходимо учесть следующее:
- требуется обеспечить равномерное или направленное затвердевание отливки;
- наиболее ответственные, обычно обрабатываемые поверхности надо делать нижними или боковыми (эти поверхности получаются более чистыми);
- тонкостенные части, особенно у крупногабаритных отливок, рекомен-дуется располагать в нижних частях формы по возможности вертикально или наклонно.
В таблице 1 приведены рекомендации по расположению некоторых отливок в форме при заливке.
Таблица 1 - Положение отливок в форме при заливке
Конструкция отливки |
Положение отливки |
Отливка с фланцами |
Фланцы располагают вертикально |
Трубы, колена, патрубки |
Оси располагают горизонтально |
Полуцилиндрические отливки |
Длинные оси горизонтально, отвер-стия книзу |
Пустотелые коробки |
То же |
Простые цилиндрические и коль-цевые секции, короткие втулки |
Оси цилиндра располагают верти-кально |
Отливки с многочисленными внут-ренними стержнями |
На боку с горизонтальной удлиненной осью |
Длинные тяжелые отливки |
Длинная ось горизонтальна |
Отливки полушаровой формы, ребрис-тые с фланцами |
Короткая ось вертикальна, шаровая поверхность вверху |
Выбор разъема формы или модели зависит от конфигурации и размеров отливки, а также от характера производства. Количество разъемов должно быть минимальным, поверхности – по возможности плоскими. При машинной формовке рекомендуется иметь только один разъем. Необходимо учитывать, что наличие разъема формы может приводить к смещению частей отливок относительно друг друга (перекосы). По возможности нужно всю отливку или ее большую часть помещать в одной части формы, лучше в нижней: не рекомендуется пересекать плоскостью разъема ответственные обрабатываемые или базовые поверхности.
Необходимо также обеспечить рациональное размещение частей литниковой системы.
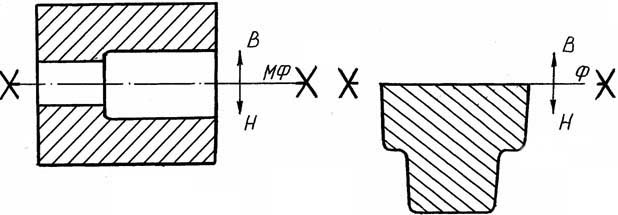
Разъем модели и формы показывают отрезком, заканчивающимся знаком х- -х, над которым указывается буквенное обозначение разъема – МФ. Направление разъема показывают сплошной основной линией, ограниченной стрелками и перпендикулярной к линии разъема (рисунок 1а). При применении неразъемных моделей указывают только разъем формы Ф (рисунок 1 б).
После выбора положения детали при заливке и плоскости разъема переходят к определению элементов конструирования отливок и моделей. Модель – прообраз будущей детали, от которой она отличается, прежде всего, размерами на величину припусков на механическую обработку, усадку, литейными уклонами и наличием возможного напуска. Модель может отличаться от детали и по внешнему очертанию из-за наличия в ней знаковых частей.
а |
б |
Рисунок 1 - Примеры обозначения разъема модели, формы и
получения отливки при заливке: а) разъемная модель;
б) неразъемная модель