

2.6. Термомеханическая обработка стали
Термомеханическая обработка (ТМО) является сравнительно новым методом обработки, позволяющим повысить механические свойства металлических материалов. ТМО — это совокупность операций пластической деформации и термической обработки, совмещенных в одном технологическом процессе, который включает нагрев, пластическое деформирование и охлаждение. Термомеханическое воздействие приводит к получению структурного состояния, которое обеспечивает повышение механических свойств.
Оптимальное сочетание пластической деформации и фазовых превращений приводит к повышению плотности и более правильному расположению несовершенств кристаллической решетки металла.
Различают два основных вида ТМО:
• высокотемпературную термомеханическую обработку (ВТМО) (рис. 2.15, а);
• низкотемпературную термомеханическую обработку (НТМО) (рис. 2.15, б).
При ВТМО деформация производится при температуре выше температуры рекристаллизации (при этом сталь имеет аустенитную структуру). Степень деформации 20...30 %. Во избежание рекристаллизации вслед за деформацией незамедлительно производится закалка (1150 °С) с последующим низкотемпературным отпуском (100...200 °С).
НТМО применяется только для легированных сталей, обладающих значительной устойчивостью переохлажденного аустенита. При НТМО деформация производится ниже температуры рекристаллизации (400…600 °С), степень деформации 75...95 %. Закалку производят сразу после деформации, а затем следует низкотемпературный отпуск (100...200 °С).
Недостатками НТМО являются, во-первых, необходимость использования мощного оборудования для деформирования, во-вторых, стали после НТМО имеют невысокую сопротивляемость хрупкому разрушению.
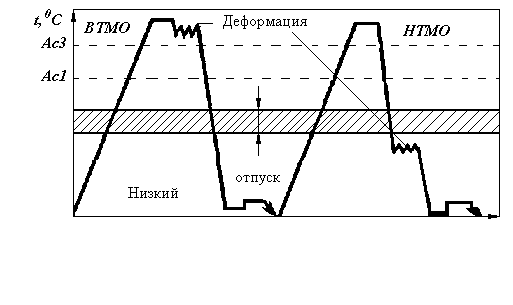
Рис. 2.15. Схемы термомеханической обработки:
а — высокотемпературная; б — низкотемпературная
Если при обычной термической обработке сталь имеет временное сопротивление при растяжении 2000...2200 МПа, то после ТМО оно достигает 2200...3000 МПа, при этом пластичность увеличивается в два раза (удлинение с 3...4 % повышается до 6...8 %).
Лекция 9 - 2.7. Химико-термическая обработка стали
Химико-термической обработкой (ХТО) называется процесс поверхностного насыщения стали различными элементами с целью придания ей соответствующих свойств. Она отличается от других видов термической обработки тем, что при этой обработке кроме структурных изменении происходят изменения состава и строения поверхности за счет диффузии в нее элементов в атомарном состоянии из внешней среды при высоких температурах. Основная цель — упрочнение поверхности деталей, повышение твердости, износостойкости, усталостной прочности и т. п. и повышение стойкости против воздействия агрессивных сред. К процессам химико-термической обработки относятся цементация, азотирование, цианирование, алитирование, хромирование, силицирование, борирование и др.
ХТО характеризуется тремя одновременно протекающими процессами. Первый процесс—диссоциация—заключается в распаде молекул и образовании диффундирующего элемента в атомарном состоянии
2СО → СО2 + С атомарный,
2NНз → ЗН2 + 2N атомарный.
Второй процесс, называемый абсорбцией, представляет собой взаимодействие атомов диффундирующего элемента с поверхностью изделия и проникновение их в решетку железа. Третий процесс—диффузия заключается в проникновении атомов насыщенного элемента вглубь металла.
Рассмотрим кратко некоторые виды химико-термической обработки.
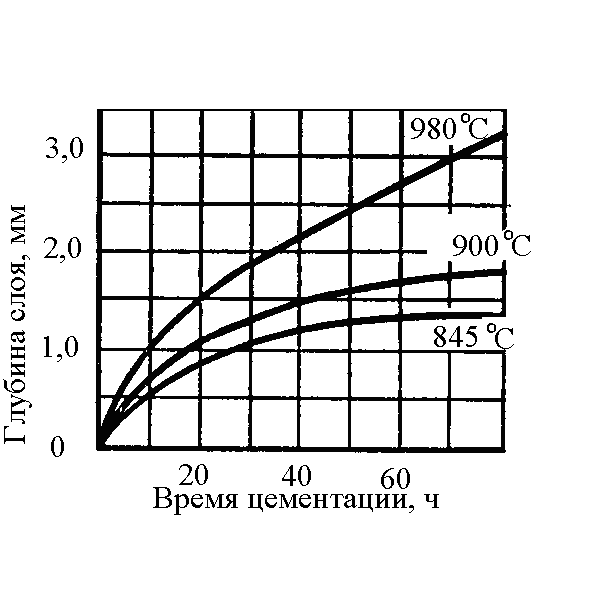
Цементацией называется процесс насыщения поверхности изделия углеродом. Цель цементации—придание поверхности твердости при сохранении мягкой сердцевины. Обычно цементации подвергают детали из низкоуглеродистой стали, содержащей не более 0,25 % С (стали марок 10, 15, 20, А12, 15Х, 25ХГМ и др.), работающие в условиях переменных ударных нагрузок и подвергающиеся износу, например зубья автомобильных зубчатых колес, шестерни, втулки, поршневые пальцы и т. д. Температура цементация 900...970 °С. Глубина цементованного слоя от 0,1 до 3...4 мм.
В поверхностном слое содержание углерода составляет 0,8...1,0 %. При более высоком содержании углерода появляется охрупчивание цементованного слоя вследствие наличия свободного цементита. Концентрация углерода уменьшается по мере удаления от поверхности в глубину металла (рис. 2.16).
Рис. 2.16. Влияние
температуры и време-ни выдержки на
глубину цементиро-ванного слоя
Цементацию проводят в твердых, жидких и газообразных средах, называемых карбюризаторами. В качестве твердого карбюризатора применяют древесный уголь в смеси с другими компонентами.
Газовую цементацию проводят в атмосфере метана, керосина, бензола и др. Применяют для массового производства мелких деталей. Жидкие карбюризаторы (смесь цианистого калия с бурой, содой и другими веществами) применяют в тех случаях, когда нужно получить тонкий цементированный слой с высоким содержанием углерода. Этот способ требует применения специальных мер защиты.
В зависимости от назначения детали применяют различные варианты термической обработки после цементации (рис. 2.17).
Детали менее ответственного назначения подвергают закалке непосредственно с нагрева под цементацию с последующим низким отпуском (рис. 2.17, а). Такая обработка приводит к образованию неблагоприятной для свойств структуры: в поверхностном слое образуется глубокристалический мартенсит, а во внутрених слоях крупнозернистая феррито – перлитская структура. Эти недостатки обусловлены образованием крупнозернистого аустенита юлагодаря длительной выдержке при цементации
При более высоких требованиях к структуре детали после цементации подвергают охлаждению на воздухе, затем однократной закалке с нагрева выше АС3 и низкому отпуску (рис. 2.17, б). Такая обработка приводит к перекристаллизации и изменению зерна по всему объему металла. Однако в поверхностном высокоуглеродистом слое происходит некоторый перегрев, так как оптимальный закалочный нагрев заэвтектоидных сталей – это нагрев выше Ас1, но ниже Асм.
Детали особо ответственного назначения после цементации подвергают двойной закалке с низким отпуском (рис. 2.17, в ).
Рис. 2.17. Режимы
термической обработки стали после
цементации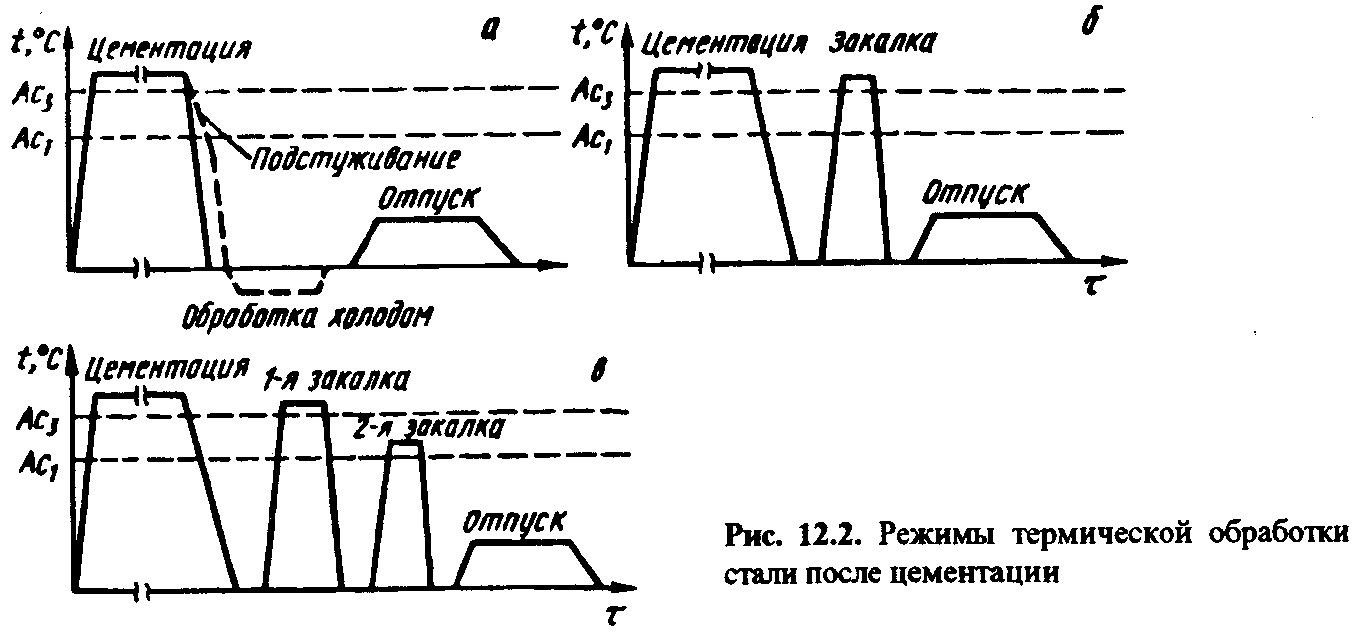
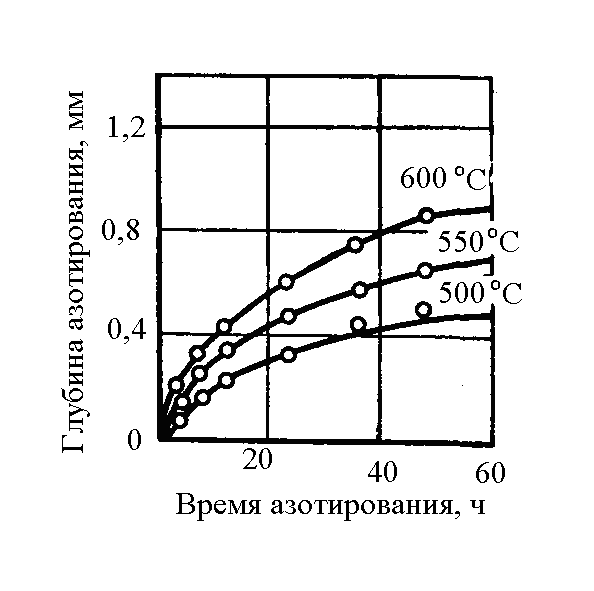
Азотированием называют процесс насыщения стали азотом. Цель азотирования — придать поверхности высокую твердость, износостойкость, устойчивость против коррозии и усталостную прочность. Процесс заключается в воздействии на сталь аммиака (газовое азотирование) при температуре 500...600°С. Образовавшийся свободный азот, находящийся в атомарном состоянии, воздействует на сталь и образует с элементами, входящими в ее состав (Сг, Rе, А1 и др.), различные нитриды, обладающие высокой твердостью (до НRС 70). Азотированный слой сохраняет свою твердость до 400...600 °С, в то время как твердость цементированного слоя с мартенситной структурой сохраняется лишь до 200...250 °С. Толщина азотированного слоя 0,25...0,82 мм (рис. 2.18). Азотирование железа и углеродистой стали, не приводит к значительному повышению твердости. Поэтому азотированию подвергают легированные стали, например 35ХМЮА, 18ХГТ, 40ХНМА, 38Х2МЮА и др.
Перед азотированием детали подвергают закалке и высокому отпуску (600...675 °С) с целью улучшения их механических свойств. Процесс азотирования продолжительный и составляет 24...60 ч. Для ускорения процесса используют двухступенчатую обработку, сначала проводят азотирование при 500...520 °С, а затем при 560...600 °С. Повышение температуры ускоряет процесс диффузии и почти не сказывается на твердости поверхностного слоя.
Рис. 2.18. Влияние
температуры и време-ни выдержки на
глубину азотрованного слоя
Достоинством процесса азотирования по сравнению с цементацией является незначительное изменение размеров и отсутствие коробления вследствие низкой температуры нагрева. Азотированные поверхности имеют большую химическую стойкость на воздухе, а также в пресной и соленой воде. Отрицательные стороны этого процесса заключаются в необходимости применения специальных сталей и значительной длительности процесса.
Азотирование в жидких средах производится при температуре 570 °С в расплавленных цианистых солях в течение 0,5...3 ч. Общая толщина слоя 150...500 мкм, твердость 600...1100 НV. Жидкое азотирование повышает сопротивление износу и предел выносливости. Недостатком его является токсичность и высокая стоимость процесса. Его используют для обработки деталей автомобиля (коленчатые валы, шестерни и т. д.), а также штампов, пресс-форм и др.
Цианированием называют насыщение поверхности изделий одновременно углеродом и азотом в расплавленных цианистых солях при температуре 820...950 °С. Различают низкотемпературное и высокотемпературное цианирование. При низкотемпературном цианировании детали нагревают до 820...860 °С в расплавленных солях, содержащих NаСN, в течение 0,5..1,5 ч, при этом получают слой толщиной 150...350 мкм. Затем производят закалку непосредственно с температуры цианирования с последующим низкотемпе-ратурным отпуском (180... ...200 °С). Твердость после термической обработки составляет НRС 58...62. Такой обработке обычно подвергают детали из среднеуглеродистых сталей и инструменты из быстрорежущих сталей.
Для получения более толстого слоя (500.. .2000 мкм) применяют высокотемпературное цианирование при 930... ...950 °С со временем выдержки 1,5...6 ч. После такой обработки детали охлаждают на воздухе, производят закалку и низкотемпературный отпуск. Недостатком этого процесса является токсичность цианистых солей. Это вызывает необходимость проводить работу в специальном помещении с соблюдением мер безопасности.
Нитроцементация представляет собой процесс насыщения поверхностного слоя одновременно углеродом и азотом в газовой среде азота 40 %, водорода 40 % и оксида углерода 20 % при температуре 850...870 °С в течение 4...10 ч. Назначение—повышение износостойкости, предела выносливости при изгибе, твердости и коррозионной стойкости. После закалки и низкого отпуска (160...180 °С) твердость поверхностного слоя составляет 58...60 НRС и толщина слоя 0,2...0,8 мм; они зависят от температуры и времени выдержки.
Нитроцементацию широко используют в автомобильном и автотракторном производстве. Нитроцементация имеет определенные преимущества по сравнению с газовой цементацией — более низкая температура процесса, снижение деформации и коробления и др.
Борирование заключается в насыщении поверхностного слоя изделий из низко- и среднеуглеродистых сталей 20, 40, 40Х, 30ХГС и других бором при нагревании в борсодержащей среде. Борирование применяют для повышения твердости, износостойкости, коррозионной стойкости и окалиностойкости тяжело нагруженных деталей (нефтяное оборудование, штампы, пресс-формы и др.). Процесс проводится при температуре 850...950 °С в течение 2...6 ч. Поверхностный слой состоит из боридов, толщина слоя 0,1...0,2 мм, твердость его 1800...2000 НV.
Диффузионная металлизация — процесс диффузионного насыщения поверхности стальных деталей металлами с целью придания их поверхности жаростойкости, коррозионной стойкости, твердости, износостойкости и др. Диффузионная металлизация может осуществляться в твердых, жидких и газообразных средах. Для твердой диффузионной металлизации используют ферросплавы с добавлением хлористого аммиака (0,5...5 %). Жидкую диффузионную металлизацию проводят, погружая детали в расплавленный металл. Газовую диффузионную металлизацию проводят в газовых средах —• хлоридах различных металлов. Поверхностное насыщение проводится при температурах 900... 1200 °С, В последнее время применяют и многокомпонентное насыщение поверхности стали (два и больше компонентов).
Рассмотрим кратко наиболее часто применяемые процессы диффузионной металлизации.
Силицирование—термодиффузионное насыщение поверхности изделия кремнием с целью повышения коррозионной стойкости, жаростойкости, износостойкости и кислотостойкости материалов в агрессивных жидких и газовых средах. Силицирование применяют, например, для гнезд клапанов, вкладышей подшипников, роторов водяных насосов, рубашек цилиндров, трубопроводной арматуры, труб судовых механизмов и др.
Алитирование—процесс насыщения поверхностного слоя стали алюминием для повышения окалиностойкости (жаростойкости), коррозионной и эрозионной стойкости стали, чугунов и медных сплавов. Алитирование осуществляют в порошкообразных смесях, в ваннах с расплавленным алюминием, в газовой среде и распылением жидкого алюминия. Наибольшее распространение получило алитирование в порошках, с насыщением из газовой фазы. На поверхности образуется плотная пленка оксида алюминия (А1203), предохраняющая от окисления алитированные изделия. Алитирование производят при 950...1050 °С в течение 3...12 ч. Толщина слоя составляет в среднем 0,2...0,8 мм.
В частности, алитируют чехлы термопар, детали разливочных ковшей, клапаны и другие изделия, работающие при высоких температурах. Следует отметить, что при использовании вакуумного алитирования можно получать покрытия высокой чистоты.
Хромирование — процесс насыщения поверхностного слоя стали хромом, при этом повышается коррозионная стойкость, твердость и износостойкость. Наибольшее применение получило хромирование в порошкообразных смесях феррохрома или хрома, хлористого аммония и оксида алюминия. Хромирование производится при 1000... ...1050 °С в течение 6...12 ч. Толщина получаемого слоя не более 0,2 мм. Хромируют обычно низкоуглеродистые стали: структура слоя состоит из твердого раствора хрома в α-железе и содержит 30...40 % хрома. При хромировании средне- и высокоуглеродистой стали получаемый слой состоит из карбидов хрома (Сг, Fе)7Сз и др. Хромированию подвергают клапаны компрессоров, матрицы штампов для холодной высадки и др.
Цинкование наиболее широко используется в технике. На долю цинковых покрытий приходится около 60 % от общей поверхности металлических покрытий. Цинковые покрытия хорошо защищают железо и его сплавы от коррозии на воздухе и в воде. Толщина цинкового покрытия 6...36 мкм зависит от условий эксплуатации изделий. Оцинкованные листы и полосы применяются в жилищном строительстве (кровля, водосточные трубы), для изготовления емкостей, в автомобильном и железнодорожном транспорте и др.
Контроль качества термической и химико-термической обработки включает в себя послеоперационный контроль всех деталей в процессе обработки по твердости, структуре и глубине обработанного слоя. Особое внимание при термической обработке следует обратить на дефекты деталей (трещины, коробление и т. д.). Контроль мелких трещин в закаленных деталях производят методом магнитной или рентгенодефектоскопии. В частности, этот метод используется для контроля пружин, рессорных листов, деталей управления автомашин и др. Некоторые виды брака цементированных деталей, например недостаточная толщина слоя или пониженное содержание углерода на поверхности, могут быть исправлены путем дополнительной химико-термической обработки по специальному режиму.
При термической и химико-термической обработке следует строго придерживаться инструкций по охране труда. Особое внимание надо обратить на обслуживание печей, работающих на газовом и электрическом нагреве. При обслуживании электрических печей основное внимание нужно обратить на выполнение правил электробезопасности. Рабочие места должны быть обеспечены инструкциями по технике безопасности, охране труда и эксплуатации установок электрооборудования. Рабочие, не прошедшие инструктаж, к работе не допускаются.
Мероприятия по охране окружающей среды при термической и химико-термической обработке во многом сходны с мероприятиями, проводимыми в металлургическом производстве. Особое внимание уделяется при этом улавливанию и обезвреживанию газов, выделяющихся при проведении ХТО.
Лекция 10 -Раздел III. Легированные и инструментальные стали