

5. Різенарізальні|різьбонарізні| голівки|головки|
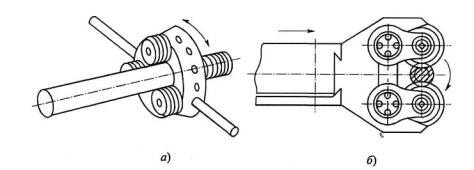
Вони мають досить|достатньо| широке вживання|застосування| при нарізуванні|нарізати| частіше зовнішніх і рідше внутрішніх резьб| на гвинтах, болтах, труба|труба-конденсаторах|х і інших деталях. Ці голівк|головки|и є досит|достатньо|ь складними збірними конструкціями |із|з ріжучими елементами у вигляді круглих гребінок або плоских плашок, що встановлюються в корпусі голівк|головки|и (мал. 17).
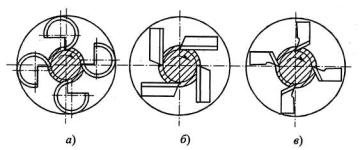
Мал. 17. Типи різенарізальних|різьбонарізних| голівок|головок|: а - з круглими гребінками; б - з тангенціальними плашками; у - з радіальними плашками
Різенарізальні|різьбонарізні| голівки|головки| діляться на дві основні групи: що самооткрывающие| і регульовані. |у|В перших виробляєтьс|справляє|я відведенн|відвід|я гребінок від заготівк|заготівлі|и в кінц|наприкінці|і операції нарізуванн|нарізати|я різьби і тим самим відпадає необхідність в зворотному згвинченні, а отже, скорочується допоміжний час і різко зростає продуктивність. Тому ці голівк|головки|и набули більшого поширення, чим регульовані, хоча останні простіше по конструкції.
Різенарізальні голівки бувають такими, що обертаються (моделі 1КА...5КА), вживаними на токарних автоматичних і напівавтоматичних верстатах, а також необертальними, вживаними на токарних і револьверних верстатах. Розкриття голівки здійснюється за допомогою упорів на верстаті і вилки, що встановлюється в кільцевій проточці голівки, що обертається, або за допомогою рукоятки в необертальних голівок (мал. 18, а, би). У першому випадку зазвичай заготівка не обертається, але може і обертатися. При цьому розкриття і закриття голівки відбувається автоматично. У другому випадку обертається лише заготівка і подача голівки відбувається самозатягиванием або примусово.
В|у| необертальних голівок|головок| (моделі 1К|...5К) розкриття голівк|головки|и виробляєтьс|справляє|я автоматично в кінц|наприкінці|і ходу, а закриття - уручн|вручну|у, за допомогою рукоятки.
З|із| гребінок, вживаних в голівках|головках|, найбільшого поширення|розповсюдження| набули круглі гребінки, які технологічніші, мають точне шліфоване різьби і допускають велику кількість переточувань|переточень|.
Голівки з тангенціальними плашками (мал. 17, би) хоча і допускають велику кількість переточувань, але із-за меншої технологічності витісняються голівками з круглими гребінками. Ще рідше застосовуються голівки з призматичними радіальними плашками (, що мають мінімальний запас на переточування, хоча конструкції голівок з такими плашками компактніші.
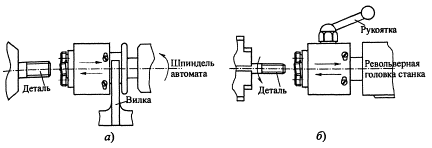
Мал. 18. Конструкції різенарізальних|різьбонарізних| голівок|головок|, що самооткрывающихся|: а - голівка, що обертається; б -невращающаяся голівка
6. Інструменти для накочення різьби
Накочення різьби є процесом холодної пластичної деформації поверхневих|зверхніх| шарів заготівки|заготівлі|. При цьому метал, що деформується при великому тиску|тисненні|, заповнює западини між витками різьби інструменту і таким чином на заготівці|заготівлі| створюється різьби без зняття стружки. Цей метод знайшов широке вживання|застосування|, особливо в масовому і великосерійному виробництвах.
До його достоїнств належать: 1) висока продуктивність (у декілька разів більша, ніж при обробці різанням); 2) низька шорсткість|шерехатість| поверхні різьби; 3) підвищені твердість, міцність і зносостійкість поверхневого|зверхнього| шару накатаного різьби завдяки наклепанню; 4) підвищена втомна міцність деталі.
До недоліків|нестач| належать: 1) висока вартість інструментів; 2) знижена точність різьби в порівнянні з шліфуванням; 3) необхідність точного підбору розмірів заготівки|заготівлі| і інструменту, правильного вибору режиму накатки, оскільки|тому що| можлива поява перенаклепа|, лускатості і відшарування матеріалу по різьбленню.
Різьбоканатні плоскі плашки застосовуються для накатки зовнішніх резьб різного профілю: метричних, наполегливих, трапецеїдальних і ін., а також різних видів шурупових резьб, черв'яків, рифлень, кільцевих і гвинтових канавок на заготовках з пластичних матеріалів.
Плоскі плашки (мал. 19, а) застосовуються у вигляді комплекту з двох плашок. Одна плашка кріпиться непорушно на столі верстата, а друга пов'язана з повзуном верстата і в процесі роботи здійснює зворотно-поступальний рух. При ході вліво рухлива плашка захоплює заготівку, що подається спеціальним механізмом верстата, і прокатує її по нерухомій плашці.
На поверхнях плашок, звернених один до одного, нанесені (фрезеруванням і шліфуванням) розгорнуті витки різьби з кутом нахилу до напряму руху, рівним куту підйому накочуваного різьби ф. При налаштуванні операції витки рухливої і нерухомої плашок зміщують уздовж осі заготовки відносно один одного на половину кроку різьби (0,5Р) так, щоб виступи витків рухливої плашки точно потрапляли в западини витків нерухомої плашки.

Мал. 19. Накочення різьби плоскими плашками: а - схема накочення; б - елементи різьби на нерухомій плашці
Різьбоканатні ролики (мал. 20) використовують для накочення зовнішніх резьб. Цей процес є досконалішим в порівнянні з накоченнями плоскими плашками, хоча і значно поступається йому по продуктивності (60... 80 шт./мин).
Ролики забезпечують точніше різьби, оскільки|тому що| працюють з|із| малими тисками|тисненнями| і, крім того, різьби на роликах вишліфовує з|із| високою точністю і малою шорсткістю|шерехатістю| поверхні. Установка і регулювання роликів на розмір простіші і точніші, ніж плашок. Завдяки поступовій радіальній подачі роликів навантаження на витки розподіляється більш рівномірно, тому можна виробляти|справляти| накатку різьби навіть на порожнистих заготовках, а також на заготовках з|із| малопластичних матеріалів. Ролики дозволяють виробляти|справляти| накатку резьб| на заготовках діаметром від 2 до 60 мм, що значно вище, ніж плашками.
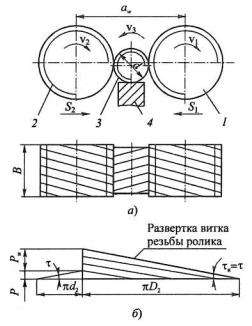
Мал. 20. Накочення різьби круглими плашками з|із| радіальною подачею: а - схема накочення; б - розгортка витка різьби ролика
Як видно з схеми накочення різьби роликами (мал. 20, а), заготівка поміщається між двома роликами 1 і 2, які в процесі накатки обертаються в одному напрямі, а заготівка - в протилежному. Один з роликів (ведучий) отримує обертання від приводу верстата і радіальну подачу у напрямку до заготівки і іншого ролика. В результаті цього кожен ролик бере участь витками свого різьби у формуванні різьби заготівки.
Заготівка 3 встановлюється на опорну лінійку 4 з твердосплавною пластиною, що напаяла, забезпечуючій лінійці високу зносостійкість. Для того, щоб заготівку не виштовхувало з контакту з роликами, її вісь мають в своєму розпорядженні нижче за лінію центрів роликів на величину 0,1...0,6 мм.
Після закінчення формування різьби подача припиняється, і при подальшому|дальшому| обертанні роликів відбувається|походить| калібрування різьби.
Напрям|направлення| різьби на роликах зворотний накочуваною. По осі ролики зміщені на півкроку відносно|щодо| один одного так, що виступи витків одного ролика входять в западини витків іншого ролика. При обертанні роликів осьове переміщення заготівки|заготівлі| відсутнє. Тому можна накочувати різьби на заготовках з|із| буртиками і на конічних поверхнях. Наявність осьового переміщення свідчить про погрішності кроку різьби роликів, а спроби встановити для заготівки|заготівлі| упори наводять|приводять| до псування різьби.
Накатники (раскатники) застосовуються для здобуття внутрішніх резьб (мал. 21). Вони є стержнями з нарізаним різьбим, відповідного профілю накочуваного різьби, із забірною і калібруючою частями і хвостовиком. Зовні вони подібні до мітчиків, але, на відміну від їх, не мають стружкових канавок і, відповідно, ріжучих зубів.
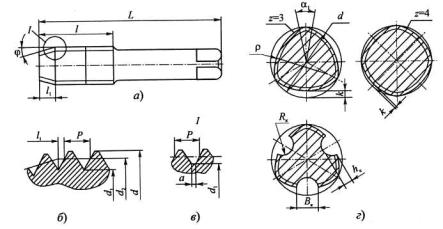
Мал. 21. Накатник для внутрішнього різьби: а - конструкція; б, в - профілі подовжнього перетину накатника; г - профілі поперечного перетину накатника
Формування різьби здійснюється також методом холодної пластичної деформації, але|та|, на відміну від роликів і плашок, при цьому має місце не тертя кочення, а тертя ковзання, що викликає|спричиняє| підвищений знос інструменту. В порівнянні з мітчиками накатники володіють більшою міцністю, забезпечують здобуття|отримання| точних резьб| |із|з низькою шорсткіст|шерехатістю|ю поверхні, підвищення міцності різьби (до 20 %). Найбільше вживанн|застосування|я вони знайшли в приладобудуванні при накатці різьби в пластичних матеріалах, в листових заготовках |із|з кольорових металів |із|з довжиною різьби менше діаметром, а також при накатці різьби в глухих отворах у в'язких і м'яких сталях|.
Різьбоканатні голівки використовують для накатки зовнішніх резьб на спеціальному або універсальному устаткуванні і навіть уручну. Вони є збірним інструментом, що використовує як робочі елементи ролики невеликих діаметрів, подібно до різенарізальних голівок. Є велике число варіантів конструктивного виконання різьбоканатних голівок. На мал. 22 приведено два варіанти таких голівок: з аксіальною (осьовий) подачею заготовок і тангенціальною подачею голівки.
Мал. 22. Різьбоканатні голівки|головки|: а - аксіальна; б - тангенціальна
При накатці різьби на довжині (2...3)Р на початку заходу використовують примусову подачу, рівну кроку різьби. Потім подачу відключають, і процес йде з самоподачей. Примусова подача зазвичай призводить до зниження стійкості роликів.
Різьбоканатні голівки використовують для накатки метричних, трубних і трапецієвидних резьб діаметром d = 12...90 мм з кроком до Р = 10 мм. Число роликів в крупних голівок може доходити до 10.
На мал. 22, би показана схема накатки різьби з тангенціальною подачею голівки, закріпленої на супорті верстата. Найбільше вживання знайшли голівки з двома роликами. Вони бувають як з синхронним (через зубчасту передачу), так і з несинхронним обертанням роликів. Витки роликів гвинтові, з напрямом різьби, зворотним напряму різьби заготівки, і з числом заходів, що забезпечує рівність кутів підйому різьби на роликах і заготівці. Число заходів залежить від кроку різьби і знаходиться в межах i = 2...6. Осі роликів паралельні осі заготівки. Ширіна роликів більше довжини накочуваного різьби на величину не менше одного кроку. Профіль витків одного ролика зміщений на Р/2 відносно профілю іншого ролика.
У початковий момент ролики стосуються зовнішньої поверхні заготівки|заготівлі|. Потім голівці|головці| задається тангенціальна подача. Кінець процесу накочення різьби настає|наступає| тоді, коли осі роликів виявляться|опиняться| в одній вертикальній площині з|із| віссю заготівки|заготівлі|.
Різьбоканатні голівки|головки| використовуються для накатки резьб| діаметром d = 3.52 мм.