

3. Мітчики
Мітчики широко використовуються в приладобудуванні для нарізанні різьби в отворах заготовок і вельми всілякі по конструкціях і геометричних параметрах.
Мітчик - це гвинт, перетворений в інструмент шляхом прорізання стружкових канавок і створення на ріжучих зубах передніх, задніх і інших кутів. Для кріплення на верстаті або в комірчику він забезпечений хвостовиком. Ріжуча частина мітчика виготовляється найчастішим з швидкорізальної сталі, рідше з твердого сплаву.
Умови різання при знятті стружки мітчиком дуже важкі із-за скованого різання, великих сил різання і тертя, а також затруднених умов видалення стружки. Крім того, мітчики мають знижену міцність із-за ослабленого поперечного перетину. Особливо негативно це позначається при нарізанні різьби у в'язких матеріалах мітчиками малих діаметрів, які часто виходять з ладу із-за поломок, викликаних пакетуванням стружки.
Перевагами мітчиків є: простота і технологічність конструкції, можливість нарізання різьби за рахунок самоподачі, висока точність різьби, визначувана точністю виготовлення мітчиків.
По конструкції і вживанню мітчики ділять на наступні типи:
1) ручні (слюсарні) - з ручним приводом, виготовляються комплектами з двох або трьох номерів;
2) машинно-ручні одинарні або в комплекті з двох номерів - з ручним або верстатним приводом;
3) машинні одинарні - з верстатним приводом;
4) гайкові - для нарізування різьби в гайках на спеціальних верстатах;
5) плашкові і маткові - для нарізання і, відповідно, калібрування різьби в різьбонарізних плашках;
6) спеціальні - для нарізання різьб різних профілів: трапецеїдальних, круглих, упорних і так далі, а також збірні регульовані, мітчики - протяжки, конічні мітчики і ін.
Конструктивні елементи мітчиків і геометричні параметри ріжучої частини.
Не дивлячись на велику різноманітність типів мітчиків, вони мають загальні основні частини, конструктивні елементи і геометрію ріжучої частини, які розглянемо нижче на прикладі мітчиків для нарізання гострокутного кріпильного різьби, що набули найбільшого поширення на практиці.
Основними частинами мітчика (рисунок 8) є: ріжуча (забірна) і калібруюча частини, стружкові канавки, число пір'я і зубів, хвостовик з елементами кріплення. До геометричних параметрів відносяться: φ - кут забірного конуса, що грає роль кута в плані; γ і α - передній і задній кути на ріжучих кромках; ω - кут нахилу гвинтових стружкових канавок; λ - осьовий кут підгострювання передньої поверхні.
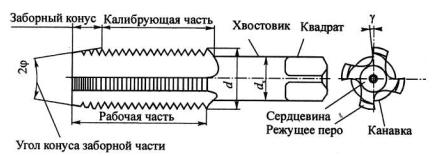
Рисунок 8 - Основні елементи мітчика
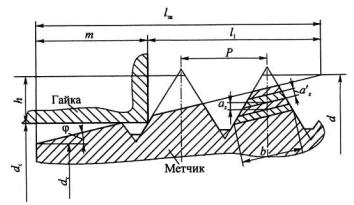
Рисунок 9 - Схема для визначення параметрів ріжучої частини мітчика
Ріжуча частина мітчика виконує основну роботу по зрізанню припуска, формуванню профілю нарізувальної різьби і видаленню стружки із зони різання. Вона визначає точність різьби і стійкість мітчиків.
Для розподілу припуска між зубами ріжуча частина виконується на поверхні усіченого конуса, яка називається забірним, з кутом φ нахилу його створюючою до осі. Якщо ріжуча частина виходить шляхом зрізання на конус різьби вихідного гвинта, то висота зубів на ньому змінна.
Геометричні параметри зубів ріжучої частини мітчика показані на рисунку 10.
Передній кут ? в|у| зубів мітчика - це кут|куток| між дотичною до передньої поверхні і радіусом, проведеним в точку ріжучої кромки, через який проходить основна площина. Строго|суворий| кажучи, цей кут|куток| змінюється по висоті зуба, оскільки|тому що| точки ріжучих кромок лежать на різних діаметрах проте|однак| для кріпильних резьб| |із|з невеликою висотою різьби перепад цих діаметрів невеликий і зміна кут|кутка|а невелика.
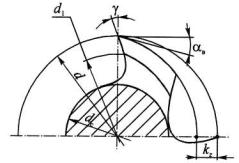
Рисунок 10. Геометричні параметри ріжучих зубів мітчика
Враховуючи важкі|тяжкі| умови роботи мітчика, передній кут|куток|, як правило, беруть позитивним. Для обробки сталей| середньої твердості рекомендується брати ку|куток|т ? = 12...15°, для крихких матеріалів (чавун, бронза, латунь), а також для твердої сталі ? = 0...5°, для кольорових металів і сплавів ? = 16...25°.
Задній кут бв на головних вершинних кромках - це кут між вектором швидкості різання, через який проходить площина різання, і дотичній до задньої поверхні. Він створюється шляхом затилування вершинних ріжучих кромок зубів по архімедівській спіралі. Рекомендується брати бв = 6...12° (менше значення береться для ручних мітчиків).
На бічних|бокових| ріжучих кромках при генераторній схемі різання задні кути|кутки| відсутні, оскільки|тому що| товщина шарів, що зрізаються, невелика.
Форма стружкових канавок і пір'я мітчика робить великий вплив на його працездатність. Об'єм|обсяг| канавок має бути достатнім для розміщення стружки, особливо при нарізуванні|нарізати| різьби в глухих отворах. Форма канавки повинна сприяти кращому формуванню і відведенню|відводу| стружки із|із| зони різання.
Особливості конструкцій деяких основних типів мітчиків
Не дивлячись на простоту конструкцій мітчиків, в практиці знайшли вживання різні варіанти їх виконання стосовно вирішення конкретних завдань виробництва. Налічується більше 12 варіантів виконання машинних мітчиків, частина з яких представлена на мал. 11, а - і. Нижче дані короткі характеристики конструкцій мітчиків, що знайшли найбільше практичне вживання.
Слюсарні (ручні) мітчики призначені для нарізування резьб уручну. Вони виготовляються з інструментальних сталей комплектами з двох або трьох мітчиків, в яких різьби отримане накаткою роликами. Клас точності мітчика невисокий (4-й клас).
Машинні і машинно-ручні мітчики використовуються на свердлувальних, токарних і агрегатних верстатах для нарізування метричного різьби М2...М24 в заготовках із сталі міцністю до 800 МПа, латуні, чавуну, в крізних і глухих отворах. Розміри таких мітчиків стандартизованы. Матеріал ріжучої частини мітчиків - сталь Р6М5, різьби шліфоване і затиловане. Машинно-ручні мітчики випускаються комплектами з двох або трьох номерів і можуть використовуватися також при нарізуванні різьби уручну.
Мітчики з шаховим розташуванням зубьеврекомендуется використовувати для нарізування різьби у в'язких матеріалах, оскільки вони виключають заклинювання витків інструменту в процесі різання унаслідок зменшення сил тертя. При цьому те, що зрізає зубів мітчика здійснюється зазвичай лише на його калібруючій частині. При обробці маломіцних в'язких матеріалів зуби зрізаються як на 1/3 довжини забірної частини, так і по всій її довжині. Практика показує, що ефект зменшення сил тертя тим вище, чим більше крок різьби.
Мітчики з укороченою стружечнойканавкой або, як їх часто називають, безканавкові мають короткі канавки змінної глибини з кутом нахилу дна канавки до осі ш = 5...10° і осьовим кутом л = 9...12°. В порівнянні із звичайними мітчиками ці мітчики із-за великого поперечного перетину міцніші. Довжина канавок приблизно дорівнює подвоєній довжині забірного конуса. Щоб уникнути підвищеного моменту тертя через відсутність канавок на більшій довжині незатилованої калібруючої частини роблять велику зворотну конусність по зовнішньому діаметру (до 0,2 мм на 100 мм довжини).

Рисунок 11 - Конструкції деяких типів мітчиків: а - слюсарний (ручний); б - з шаховим розташуванням зубів; в - безканавковий; г - з гвинтовими канавками; д - ступінчастий; e - з режуще-выглаживающими зубами; ж - з направляючою частиною; з - з внутрішнім підведенням СОЖ; і - дзвонового типа
Такі мітчики рекомендується застосовувати для нарізування|нарізати| резьб| діаметром до 10 мм в крізних отворах заготовок |із|з важкооброблюваних легованих сталей|, в'язких низковуглецевих сталей|, кольорових металів і сплавів. Вони забезпечують також високу точність і низьку шорсткі|шерехатість|сть поверхні різьби.
Мітчики з гвинтовими канавками, як було показано вище, рекомендуються для надійного видалення стружки в основному з глухих отворів. При нарізуванні різьби в крізних отворах видалення стружки у напрямі подачі мітчика простіше забезпечити шляхом підгострювання передньої поверхні під осьовим кутом
Ступінчасті мітчики мають подвійну ріжучу частину і дозволяють реалізувати в одному мітчику будь-яку комбінацію схем різання. Наприклад, перша частина, що має заниження за профілем, може обробляти різьби за генераторною схемою, а друга - по профільній. При цьому можна нарізувати високоточні різьби. Ця конструкція зручна і для таких комбінованих схем, в яких одна частина виконує різання, а друга - випрасовування різьби.
Мітчики з режуще-выглаживающими зубами мають пір'я з ріжучими і провідними ділянками. Канавки, що розділяють ріжучі і провідні частини мітчика, служать для підведення СОЖ і виходу абразивного круга при шліфуванні профілю різьби.
Мітчики з направляючими частинами застосовуються для обробки деталей з точним взаємним розташуванням поверхонь декількох отворів. В мітчиків для крізних отворів частина напрямної розташовується попереду ріжучої частини, а для глухих - після калібруючої частини. Частина напрямної, розташована після калібруючої частини, має збільшений діаметр і вимагає вживання кондукторної втулки.
Мітчики з внутрішнім підведенням СОЖ мають стійкість в 3...4 разу вище із-за кращих умов охолоджування, мастила і відведення стружки, але вимагають спеціальних пристроїв для підведення СОЖ.
Мітчики дзвонового типа застосовують при нарізуванні резьб в крізних отворах крупних діаметрів d = 50...400 мм у важкому машинобудуванні. Вони виконуються цілісними або складеними. У останньому випадку робоча частина мітчика насадна, така, що складається з ріжучої і калібруючої частин. Внутрішня порожнина мітчика забезпечує підведення СОЖ і має великий простір для розміщення стружки. Число пір'я в таких мітчиків доходить до 16.
Гайкові мітчики служать для нарізування крізних резьб без згвинчення гайок шляхом їх нанизування на хвостову частину. Для кращого заходу мітчика в отвір вони мають довгу забірну і коротку калібруючу частини.
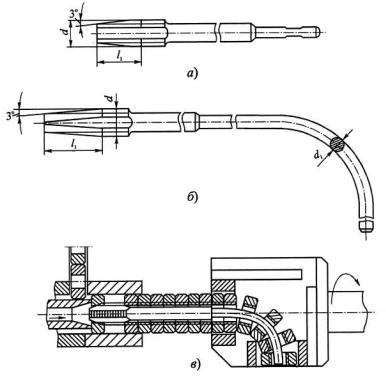
Мал. 12. Гайкові мітчики
Через велику довжину гайкових мітчиків, що утрудняє їх виготовлення, особливо при шліфуванні різьби, їх часто роблять|чинять| складеними|складовими|: окремо виготовляють ріжучу і хвостову частини|частки|, а потім їх сполучають|з'єднують| зваркою|зварюванням| тертям, паянням або за допомогою різьби.
Хвостовики гайкових мітчиків виготовляють довгими прямими або зігнутої форми (мал. 12. а, би). Мітчики із зігнутими хвостовиками застосовують для нарізування різьби в гайках на верстатах-автоматах з безперервним циклом. Тут заготовки гайок подаються з бункера в зону різання і після нарізування різьби сходять по зігнутому хвостовику в лоток
Конічні мітчики. Особливість роботи конічних мітчиків полягає в тому, що нарізування різьби відбувається по всій довжині мітчика, рівній довжині різьби. Калібруюча частина в конічних мітчиків відсутня, що сприяє появі великих зусиль різання. Нарізування різьби, як правило, виробляється на верстатах із запобіжним пристроєм, що спрацьовує в кінці різання. Основні параметри мітчиків подібні до параметрів мітчиків для циліндрових резьб.
Мітчик-протягання дозволяє нарізувати в крізних отворах різьби будь-яких профілів і довжини, з будь-яким числом заходів. Мітчик-протягання в порівнянні із звичайними мітчиками і різьбовими різцями забезпечує підвищення продуктивності у декілька разів при високій точності і низькій шорсткості різьби.
Особливості конструкції мітчика-протягання|протяжки|:
1) хвостовик розташовується попереду ріжучої частини|частки| і мітчик працює на розтягування;
2) робоча частина|частка| мітчика є конічною поверхнею великої протяжності із|із| зубами, профіль яких відповідає профілю нарізуваного|нарізати| різьби;
3) зуби по середньому діаметру не затылуются|, а заточуються лиш|тільки|е по задніх поверхнях |із|з подвійним заточуванням;
4) ширина ріжучих кромок по зовнішньому діаметру змінна. Вона зменшується від перших зубів до останніх, тобто використовується генераторна схема різання;
5) стружкові канавки виконують гвинтовими: для правого різьби - ліві, для лівого різьби - праві;
6) в кінц|наприкінці|і робочої частин|частки|и мітчика інкол|іноді|и передбачають коротку калібруючу частин|частку|у і задній хвостовик.
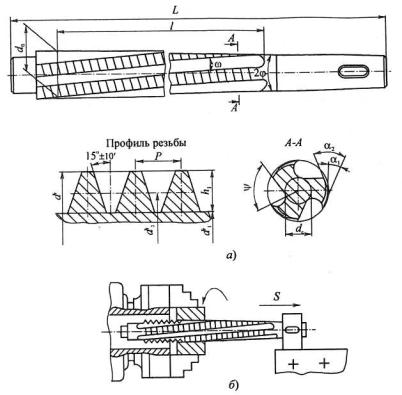
Мал. 13. Метчик-протяжка: а - конструкція; б - схема простягання внутрішнього різьби
Нарізування різьби зазвичай виробляється на токарному верстаті з n = 18...40 об/мин і v = 2...3 м/мин. Хвостовик мітчика за допомогою клину кріплять на супорті верстата. Перед простяганням заготівку надівають на мітчик і затискають в самоцентрирующем патроні верстата (мал. 13, би) і наводять в обертання. При цьому шпиндель верстата включають на зворотний хід і супорт переміщається управо з подачею на один зворот, рівного кроку нарізуваного різьби.
При нарізуванні|нарізати| різьби у високоміцних матеріалах робочу частину|частку| мітчика-протягання|протяжки| ділять на рівні|ступені|. При цьому кожен рівень|ступінь| має ріжучу і калібруючу частини|частки|, а проточки між рівнями|ступенями| служать для виходу стружки.