

§ 12. Преимущества и недостатки свободной ковки
Широкое использование свободной ковки при производстве заготовок объясняется рядом преимуществ по сравнению с другими видами производства заготовок.
К основным преимуществам свободной ковки относятся следующие
1) свободная ковка позволяет получать высокое качество металл; с повышенными характеристиками пластичности по сравнению с от ливками;
2) возможность получать крупные поковки, масса которых исчис ляется десятками и даже сотнями тонн, а длина — десятками метроЕ Получение таких заготовок с высоким качеством металла другим способами невозможно или нецелесообразно;
3) для изготовления крупных по массе и размерам поковок тре буются сравнительно небольшие усилия, так как обработка прош водится обжатием отдельных небольших участков заготовки, а удел! ные усилия невелики ввиду относительно свободного течения металл в стороны. В результате требуются прессы и молоты сравиителы-небольшой мощностиЦ
4) применение универсальных машин и, в особенности, униве) сального инструмента позволяет резко снизить затраты, связаннь с оборудованием и инструментом при изготовлении единичных поковс или небольшого числа одинаковых поковок. В единичном и мелкое рийном производствах свободная ковка в ряде случаев оказываете экономически наиболее выгодной.
4? Однако свободная ковка имеет также недостатки:
1) низкая производительность по сравнению с горячей штамповко В последние годы стремятся механизировать процессы ковки и пов сить производительность;
2) большие напуски на поковках, что влечет большую последу щую механическую обработку. Сложные поковки делают с больши! напусками для упрощения процесса ковки;
К основным кузнечным операциям относятся: осадка, протяжка, прошивка, рубка, гибка и закручивание. С помощью основных кузнечных операций производится главное формоизменение при ковке, в то время как вспомогательные и отделочные операции выполняют функции подготовки и доделки перед или после основных операций.

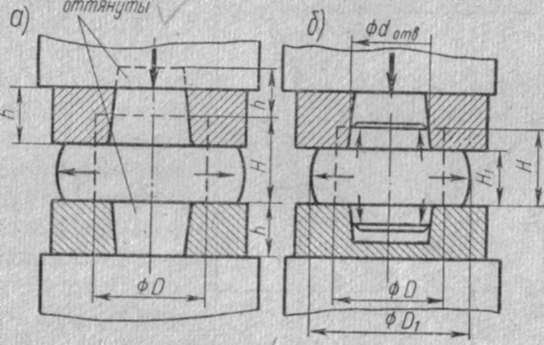
Осадкой называется основная кузнечная операция, при которой увеличиваются размеры поперечного сечения исходной заготовки за счет уменьшения ее высоты (рис. 26). При осадке заготовку устанавливают вертикально и деформирование происходит вдоль оси заготовки.
Осадку применяют в следующих слу-чаяххцля получения поковок с большими поперечными размерами из заготовок меньшего поперечного сечения (поковки фланцев, шестерен, дисков);и<ак предварительную операцию перед прошивкой для выравнивания торцов и увеличения диаметра при изготовлении полых по-26. Схема осадки ковок, например, поковок типа колец,
барабанов, муфтукак предварительную операцию перед протяжкой для наибольшего разрушения литой дендритной структуры и уменьшения неравномерности свойств в поперечном и продольном направлениях; для повышения укова, если площадь наибольшего поперечного сечения выбранного слитка не обеспечивает требуемого уковаувместе с протяжкой для деталей типа шестерен, дисков и др.; "для повышения механических характеристик в тангенциальном и радиальном направлениях в поковках типа шестерен и др.;^вместе с протяжкой для равномерного распределения и измельчения карбидов в сталях карбидного класса (быстрорежущие, высокохромистые), что повышает износостойкость.
Различные способы осадки. Основными разновидностями осадки являются: осадка на плоских бойках (плитах); осадка с хвостовиком; осадка в подкладных кольцах; высадка; осадка путем разгонки.
Осадку на плоских бойках (плитах) без хвостовика (см. рис. 26) применяют для получения поковок типа дисков или заготовок под последующую прошивку. Этот способ осадки рассматривался выше.
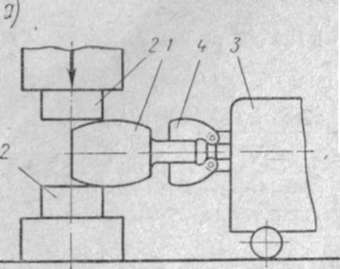
Осадку с хвостови-к о м применяют преимущественно для слитков, т. е. при изготовлении крупных поковок, в тех случаях, когда после осадки следует протяжка. Такую осадку применяют для улучшения качества металла, увеличения последующего укова. Хвостовик или цапфу (рис. 30) оттягивают при округлении граней слитка при осадке вставляют в отверстие нижней плиты.



Осадку в подкладных к о л ь ц а х (на плитах с отверстиями) (рис. 34)

Высадку производят чаще всего двумя способами: в нижнике и романением.
При высадке в нижнике (в штампе) (см. рис. 37) диаметр заготовки равен диаметру отверстия (диаметру стержня поковки).



Рис. 39. Осадка путем разгонки: а — с помощью раскатки; б — бойками; в — узким бойком с вырезом
Отделочные операции после осадки. К ним относятся обкатка по диаметру и правка торцов.
Отделочные операции нужны для уменьшения припусков на механическую обработку. Значительная величина бочкообразности приводит к лишнему расходу металла, так как сама по себе бочкообразность — это избыточный припуск.

Рис. 40. Отделка после осадки:
а — обкатка по диаметру (/ — бойками; // — с подкладками); б — правка торцов (/// — бойками; IV — плоской раскаткой)
Правку торцов (см. рис. 40, б) применяют после обкатки по диаметру, так как легкие нажатия при обкатке увеличивают толщину по краю диска, а правка делает ее одинаковой.
Правку торцов бойками (рис. 40, б, ///) применяют также в случае искривления тонкого диска. Правку торцов плоской раскаткой (рис. 40, б, IV) производят аналогично разгонке раскаткой, путем установки раскатки по диаметру заготовки и поворотов раскатки на определенный угол вокруг вертикальной оси после каждого обжатия.