

§ 7. Нагрев в расплавленных солях и стекле
Нагрев в расплавленных солях. Нагрев в расплавленных солях при термообработке является давно освоенным процессом. Нагрев под ковку и горячую штамповку применяется сравнительно недавно. На Невском заводе им. В. И. Ленина и на заводе «Красное Сормово» были проведены опыты по нагреву в соляных ваннах [21]. Нагрев производили в соляных ваннах СП-2-35-34 ква (номинальная мощность 30 кг/ч, средняя — 20 кг/ч). Была опробована соль нескольких составов. Соль нагревали до t — 1000 -г- 1300° С.
Рекомендуется проводить нагрев в ванне из 100% ВаС12. Рабочей температурой выбрана температура 1200 •*- 1300° С. При этой температуре среднее значение коэффициента теплопередачи велико и равно k = 400 -i- 500 ккал1мгч -град (465 -г- 580 вт/м2 -град). Поэтому время нагрева заготовок значительно меньше, чем при нагреве в пламенных печах (табл. 11).
При сравнении времени нагрева по данной таблице с временем нагрева в пламенных печах разница составит 3 и более раза.
Нагрев в соляных ваннах можно производить для заготовок из различных сталей, в том числе и из высоколегированных. Опыты по нагреву заготовок под штамповку поковок турбинных лопаток из жаропрочных сталей 2X13, 15X11МФ и ЭИ726 показали, что время нагрева заготовок диаметром 60 70 мм сокращается в 2,5 раза по сравнению с нагревом в камерной печи.
Таблица
Время нагрева Т, сек заготовок
Температура нагрева, "С |
Диаметр заготовки, мм |
|||
30 |
20 |
10 |
||
1200 |
160 |
|
110 |
56 |
1100 |
90 |
|
60 |
30 |
1000 |
70 |
|
47 |
23 |
Примечание. Подсчитано при разнице температур ванны и центра образ в 50° С.
В настоящее время есть установки для нагрева в солях с полн< механизацией загрузки и выгрузки заготовок.
Нагрев в расплавленном стекле. Эксперименты по нагреву в ра плавленном стекле под прессование,- ковку и штамповку проводили в СССР и других странах [26].
В США, Италии и Франции есть печи для нагрева стальных заг товок перед прессованием [127]. Печи газовые, вращающиеся. Заг товки диаметром 100 мм нагреваются за 12 - 15 мин. Произвол тельность печи 454 кг/ч. Планировалось построить аналогичную пе с производительностью 4500 кг/ч. Расход битого стекла составля 4 -г- 9 кг на 1 m заготовок. Отмечается высокая стойкость футеров] печи, защищаемой жидким стеклом (2 н- 3 года). Печь автоматиз рована на 90%. Успешно проводится нагрев жаропрочных сталей , более высокой температуры — 1300° С, что позволяет снизить moi ность оборудования. Пленка стекла на заготовках в дальнейш* служит смазкой, защитой от окисления и остывания. Отмечает невысокая себестоимость нагрева.
§ 8. Охлаждение и термообработка поковок
Поковки из углеродистой конструкционной стали диаметром до 300 мм охлаждаются на воздухе одиночно и в штабелях, при больших диаметрах охлаждение более медленное и, для поковок из крупных слитков применяют охлаждение с печью.
Поковки из легированной стали диаметром свыше 50 мм охлаждаются в ящиках с песком или окалиной, а также в закрытой яме, а поковки диаметром 150 мм и больше — вместе с печью
Интересные данные по режиму охлаждения крупных поковок из легированных сталей были получены на Уральском заводе тяжелого машиностроения им. С. Орджоникидзе [44, 90]. (~~~ В крупных поковках получаются различные дефекты: флокены, белые пятна и т. д. Флокены на изломе имеют вид гладких, серебристо-белых пятен. Они не имеют определенной ориентировки в связи с деформациями и не связаны с ликвационными зонами. Белые пятна похожи на флокены, но располагаются исключительно в ликвационных 1 участках и ориентируются в направлении деформации.
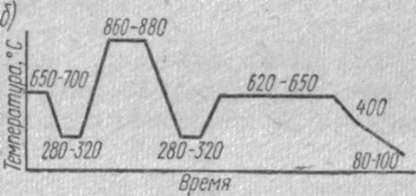
Отжиг снимает остаточные напряжения в стали. Заготовка пре/ варительно охлаждается до 650° С, затем следует выдержка. Отжг проводят при t = 850° С, затем следует выдержка и охлаждение д 700° С, далее выдержка с последующим нагревом под ковку.
Гомоген и зац ионный отжиг применяют при Harpei слитков при t= 1200° С для выравнивания структуры по всем сечению. При этом легирующие элементы диффундируют по всем сечению и распространяются более равномерно.
Отжиг полный производят путем нагрева поковок до тег пературы АСз + 30 -4- 50° С (770 800° С), затем дается выдержр и.медленное охлаждение.
После ковки и штамповки производят также неполный отжи изотермический отжиг, нормализацию, светлый отжиг и другие вид термообработки [103].
1 |
|
|
||||||||
|
two |
|
||||||||
|
|
|
||||||||
"go-с; . |
woo |
|
||||||||
О ? |
|
|
||||||||
|
900 |
|
||||||||
пок |
800 |
|
||||||||
X |
|
|
||||||||
|
7(Ю |
|
||||||||
|
|
о' 1 |
2^ |
|
|
|
||||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
Ко о |
||
|
|
|
|
|
|
|
|
|||