

§ 74. Системы зажимных механизмов
Система зажимного механизма должна обеспечивать зажатие прутка до начала его деформации пуансоном, удержание прутка в таком положении во время всего процесса деформации и в течение неко-
торого времени, соответствующего небольшому участку в начале обратного хода центрального ползуна. Матрицы в закрытом положении должны быть прижаты друг к другу с определенным напряжением, достаточным для противодействия распирающему усилию от давления металла на стенки полости матрицы в процессе высадки. При недостаточном напряжении зажима матрицы под распирающим действием высаживаемого металла раздвинутся, и в образовавшийся зазор затечет металл, образуя на паковке продольный заусенец по месту разъема матриц. Вследствие этого появится дополнительный отход металла на заусенец, точность размеров поковок окажется невысокой и., кроме того, придется вводить дополнительную операцию—удаление образовавшегося заусенца.
Напряжение зажима матриц зависит от системы зажимного механизма, степени жесткости его звеньев и жесткости станины в поперечном направлении. Регулируется напряжение зажима толщиной стальных прокладок, закладываемых за опорные поверхности матриц при наладке штампов.
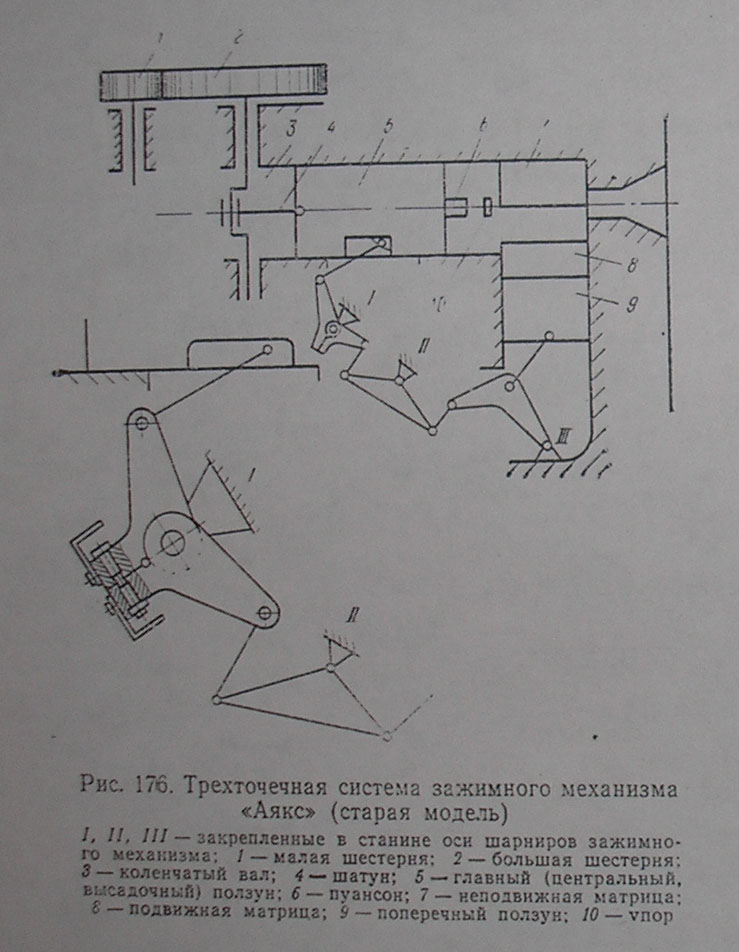
В первоначальной конструкции горизонтальноковочных машин "Аякс" (рис. 176) движение поперечному ползуну передавалось через систему рычагов от центрального ползуна 5, получавшего движение от коленчатого вала 3 посредством шатуна 4.
По системе «Эумуко» (рис. 177, а) движение поперечному ползуну 2 с зажимной матрицей 1 передается от кривошипного механизма, устроенного на свободном (в виде консоли) кони
коленчатого вала, противоположном большой шестерне. Принципиально такое же устройство имеют машины конструкции «Газенклевер» (рис. 177, б). Отличие их от предыдущего типа заключается лишь в ином пространственном расположении рычагов. У обеих конструкций имеется боковой ползун 3, воздействующий сдвоенными распорными звеньями на поперечный ползун 2. При работе машины боковой ползун дважды переходит через положение полного распора этих звеньев.
По схеме, показанной на рис. 177, в (машины малых размеров, отечественные и фирмы "Националь"), привод зажимного механизма также осуществляется от кривошипа на конце коленчатого вала. Этот кривошип через систему звеньев приводит в движение клин 3, имеющий паз, в который входит зуб 5 поперечного ползуна 2. При движении
в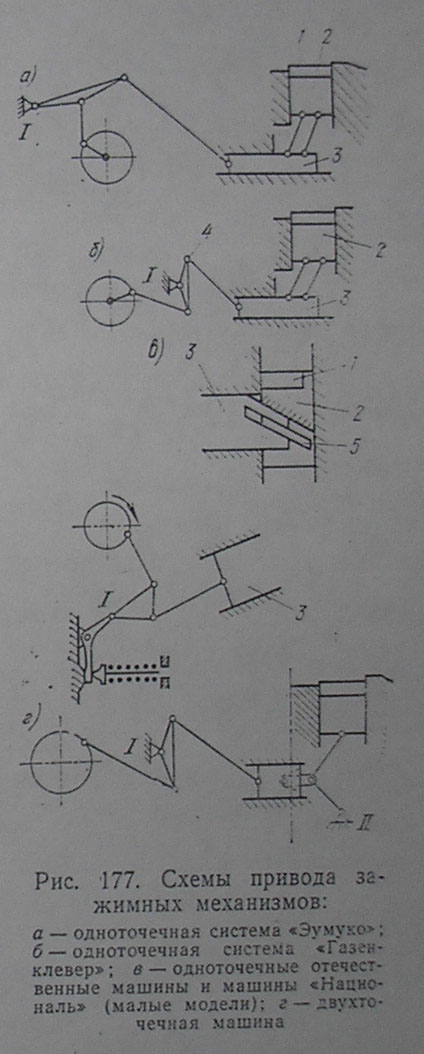 право
клин упирается своей плоскостью в
стенку выреза ползуна 2 (на рис. 177,
в выделена штриховкой) и
передвигает ползун на замыкание матриц.
При обратном ходе клин 3 воздействует
на зуб 5 и отводит ползун 2 в
обратную сторону, размыкая матрицы.
Неподвижное выстраивание подвижной
матрицы в процессе рабочего хода
получается в данном случае за счет
небольшого перехода шатуна клина и
шатуна кривошипа через положение
полного распора. Небольшое перемещение
соответствующих шарниров на участке
вблизи положения полного их распора
компенсируется упругой деформацией
звеньев механизма и станины.
право
клин упирается своей плоскостью в
стенку выреза ползуна 2 (на рис. 177,
в выделена штриховкой) и
передвигает ползун на замыкание матриц.
При обратном ходе клин 3 воздействует
на зуб 5 и отводит ползун 2 в
обратную сторону, размыкая матрицы.
Неподвижное выстраивание подвижной
матрицы в процессе рабочего хода
получается в данном случае за счет
небольшого перехода шатуна клина и
шатуна кривошипа через положение
полного распора. Небольшое перемещение
соответствующих шарниров на участке
вблизи положения полного их распора
компенсируется упругой деформацией
звеньев механизма и станины.
Вследствие этого напряжение зажима матриц несколько меняется в процессе штамповки. Звенья механизма зажима матриц, приводимого в действие от центрального ползуна (см. рис. 176) или коренного вала посредством кривошипа (см. рис. 177, а и б), пространственно расположены таким образом, чтобы в некоторые моменты движения центрального ползуна могли переходить положения, при которых подвижная матрица некоторое время практически неподвижна. Однако напряжение зажима матриц во время деформации прутка меняется несколько раз от минимального до максимального значения и обратно. Изменяется также упругая деформация звеньев зажимного механизма. Так, последняя пара звеньев у поперечного ползуна (см. рис. 177, б) в процессе деформации прутка пуансоном центрального ползуна переходит через положение полного распора четыре раза, причём упругая деформация этих звеньев соответственно изменяется.
звеньев зажимного механизма и называется трехточечной системой. По этому же признаку три схемы, приведенные на рис. 177, относятся к одноточечным. Двухточечные системы механизма зажима матриц (например, см. рис. 177, г) имеют малое распространение.
Переменное усилие зажима матриц у гори-зонтальноковочных машин нежелательно, так как пуансон в начале обратного хода центрального ползуна может быть сильно зажат в поковке вследствие увеличения сжатия матриц, что может привести к обрыву хвостовика пуансона.
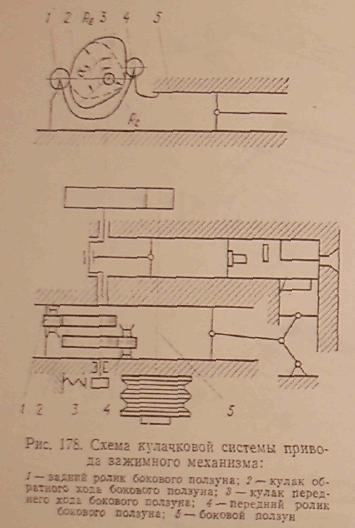
Наиболее современным надо считать механизм зажима матриц, у которого привод осуществляется от ку-
лаков (рис. 178), обеспечивающих неподвижность всех звеньев в процессе деформации прутка пуансоном центрального ползуна. Эта схема относится к одноточечной системе (см. рис 178)
механизма зажима матриц и используется в отечественных машинах усилием свыше 2,5 Мн (250 тс). На коренном валу на-
сажено два кулака 2 и 3, в которые упираются задний 1 и передний
4 ролики, оси вращения которых закреплены в боковом
ползуне 5. Кулаки имеют такой профиль, что когда ролик 4 катится по поверхности кулака 3, имеющий постоянный радиус Rе, то боковой ползун 5 отодвинут в крайнее переднее (правое на рис. 178)
положение и остается неподвижным в процессе поворота коленчатого вала на угол A3 (см. рис. 174 и 178). При этом матрицы остаются сомкнутыми. Обратный ход бокового ползун а осуществляется кулаком 2, действующим на задний ролик 1. Когда задний ролик катится по поверхности профиля кулака 2 посто-яннного радиуса Re, матрицы удерживаются (выстаивают) в раскрытом положении (на рис. 174 соответствует углу поворота Aн). Таким образом, построением соответствующего профиля
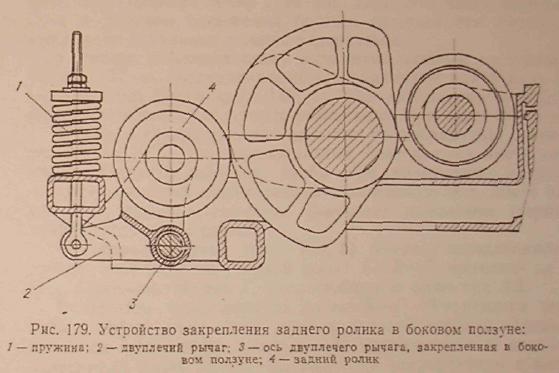
кулаков 2 и 3 обеспечивают нужное движение зажимного (поперечного) ползуна по отношению к движению центрального (главного, высадочного) в точном соответствии с графиком, приведенным на рис. 174. Во избежание появления зазора между роликами и кулаками вследствие износа задний ролик установлен на эластичной опоре (рис. 179).