§ 98. Станина
Станина горячештамповочных кривошипных прессов представляет собой замкнутую раму, воспринимающую все усилие, возникающее при штамповке. Вес станины составляет от 50 до 65 % от веса всего пресса. Станина является наиболее трудоемкой в изготовлении и дорогой деталью пресса. Изготовляют ее из фасонного стального литья (содержание углерода 0,25— 0,35%), а в последнее время — сварной из стальных плит с приваркой ребер жесткости. Сварные конструкции станин имеют меньший вес, дешевле литых, а по жесткости не уступают последним. Поэтому изготовление станин сварной конструкции является прогрессивным направлением.
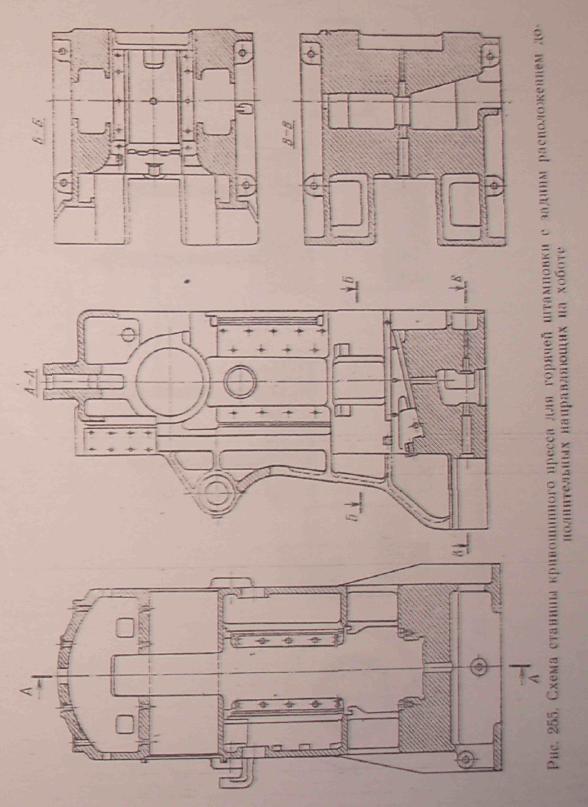
Для удобства транспортирования станины крупных прессов, начиная с усилия 25 Мн (2500 тс), изготовляют обычно разъемными. Плоскость разъема проходит поперек стоек станины на уровне стола пресса. По месту разъема у обеих половин станины предусматривают фланцевые приливы. В них имеются отверстия для вспомогательных (монтажных) болтов, устанавливающихся в горячем состоянии, и направляющих шпилек, обеспечивающих правильное взаимное положение разъемных частей станины. Станину окончательно стягивают четырьмя продольными стяжными болтами. Для большей устойчивости от опрокидывающего момента, появляющегося от развиваемого крутящего момента на залу при рабочем ходе пресса, станину к нижней опорной частя уширяют (рис. 255). В станине пресса имеются соответствующие
гнезда для подшипников валов, верхних и нижних направляющих ползуна и т. п. и окна для удобства наблюдений за работой механизмов и для монтажных целей (подогрев стяжных болтов перед их затяжкой, установка нижнего выталкивателя, выемки пальца малой головки шатуна и т. п.). На уровне рабочего стола б стойках пресса имеются окна, через которые можно при помощи механизмов и автоматов подавать заготовки, убирать поковки, сдувать окалину со штампов и т. п.
Направляющие для верхних салазок ползуна имеют отъемную крышку сзади (см. рис 248, а) или спереди (см. рис. 248, б) пресса. Все трущиеся поверхности станины облицованы сменными платами, планками и втулками. Для клинового стола пресса на станине имеется наклонная плоскость с уклоном вниз от фасада к тыльной части (см. рис. 255) или справа налево. При помощи клинового стола регулируют закрытую высоту пресса. Приемный вал устанавливают в гнездах станины на роликоподшипниках.
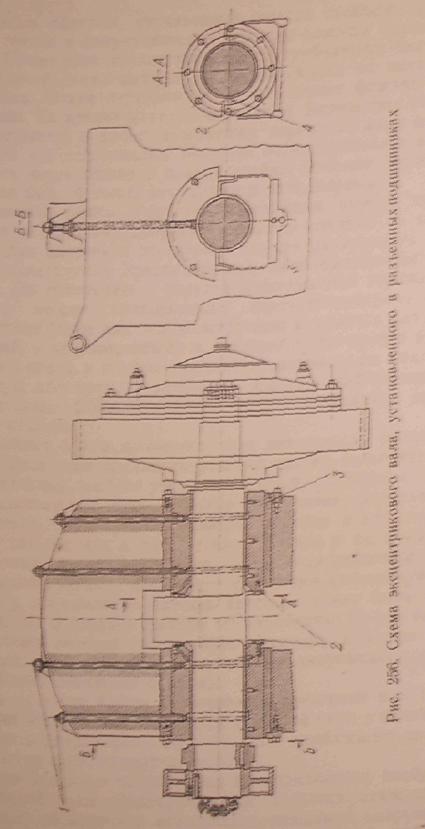
Опоры для коренного вала. Подшипники для коренного вала. так же как у горизонтальноковочных машин, бывают разъемными и неразъемными. Однако они в значительной мере сближены, а для их размещения с внутренней стороны стоек имеются соответствующие приливы бобышки. В разъемных подшипниках гнезда в этих приливах (рис. 256) в верхней части полукруглые, а а нижней — прямоугольные для установки в них нижних половин подшипников, затягиваемых снизу клином 3. Верхние половинки подшипников имеют бронзовые вкладыши, их притягивают к станине пустотелыми болтами 1, через которые подается в подшипники смазка. Для этих болтов в станине предусматривают соответствующие каналы. Нижние половинки подшипников имеют также бронзовые вкладыши. Их фиксируют по отношению к верхним при помощи направляющих шпилек 4. Фланец верхних половин подшипников закрепляют на станине с внешней ее стороны болтами, что предупреждает смещение подшипников внутрь станины и зажатие эксцентрика между их торцами при подтяжка клина 3. Трущиеся об эксцентрик торцы подшипников облицованы бронзовыми сменными накладками 2.
При неразъемных подшипниках (рис. 257) в стойках и приливах выполнены круглые отверстия для установки в них втулок 2 с впрессованными бронзовыми втулками 3. У втулок 3 имеются фланцы, обращенные в сторону эксцентрика вала. Бронзовые втулки запрессовывают с небольшим натягом и прикрепляют к неразъемным втулкам винтами 4 с потайными головками. Верхняя полуцилиндрическая поверхность неразъемных втулок обработана по диаметру гнезда в стойках, а нижняя имеет необработанную поверхность, описанную радиусом, меньшим на 10 мм, чем радиус этого гнезда.
На нижней поверхности втулок 2 сняты лыски для клиньев 1. Перед обработкой внешней поверхности втулок 2 к этим лыскам
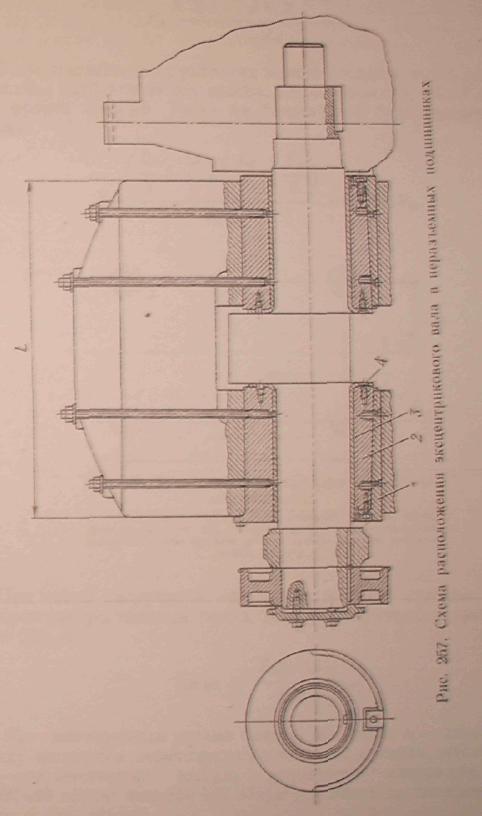
привертывают шурупами клинья 1, обрабатываемые по внешней поверхности вместе со втулками 2. После обработки шурупы, имеющие только технологическое назначение, удаляют. На рис. 257 гнезда для шурупов во втулке 2 и клине 1 сдвинуты относительно друг друга.
Таким образом, неразъемная втулка свободно заводится в свое гнездо и закрепляется в нем при помощи распорного клина 1. Кроме того, втулки закрепляют трубчатыми винтами, через внутренний канал которых подается смазка на вкладыши подшипника. Левая неразъемная втулка имеет фланец с внешней стороны. Ее крепят винтами к станине. Вследствие этого она не перемещается в процессе монтажа коренного вала и установки правого его подшипника. Монтаж эксцентрикового вала производится через гнездо в правой стойке, поэтому диаметр гнезда должен быть больше, чем диаметр эксцентрика.
Стяжные болты. Упругая деформация пресса существенно влияет на величину допуска на размер поковки по высоте. Поэтому для получения достаточно точных размеров по высоте поковок конструкция пресса должна быть соответственной жесткости. По сравнению с упругой деформацией горизонтальноковочных машин крнвошипные горячештамповочные прессы вследствие более жесткой конструкции коренного вала (эксцентриковый, а не коленчатый) и станины (стол пресса более жесткий, чем опора у матриц горизонтальноковочных машин) имеют меньшую абсолютную величину- упругой деформации, причем относительно большее значение в ней составляет деформация самой станины.
Стяжные болты применяют как для стяжки разъемных, так и для увеличения жесткости цельных станин (в случае большего, чем у станины, модуля упругости болтов). В первом случае болты воспринимают всю нагрузку от усилия, развиваемого при штамповке. Сила предварительной затяжки в принципе определяется так же, как и для стяжных болтов у разъемных станин горизонтальноковочных машин, но имеются некоторые особенности, заключающиеся в том, что смещение (эксцентриситет) нагрузки у горячештамповочных прессов может быть как вдоль фронта, так и поперек фронта одновременно. Кроме того, форма поперечного сечения стоек менее сложная, и можно расчетом определить ее упругую деформацию 6С, получающуюся в результате сжатия стяжными болтами.
Для затяжки болты разогревают автогеном или паяльными лампами через окна, имеющиеся для этой цели в станине. Чтобы обеспечить равномерный прогрев, болт необходимо вращать, подогревая то одну, то другую сторону.
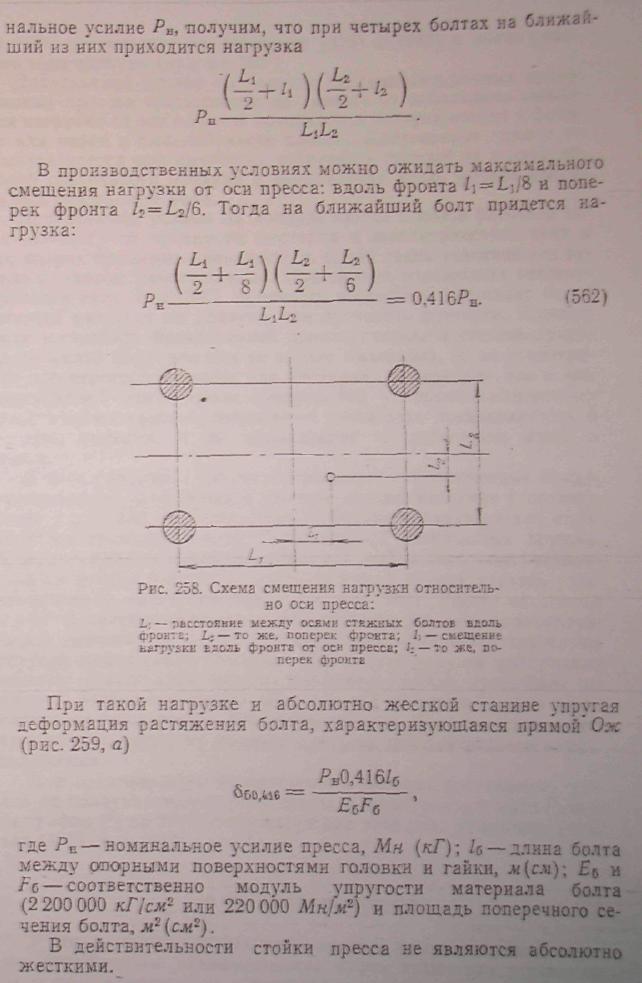
Более подробно остановимся на определении необходимой и достаточной силы предварительной затяжки стяжных болтов. Принимая обозначения возможного смешения нагрузки в соответствии с рис 258 и считая, что в конце хода развивается номи-