

§ 95. Ползуны
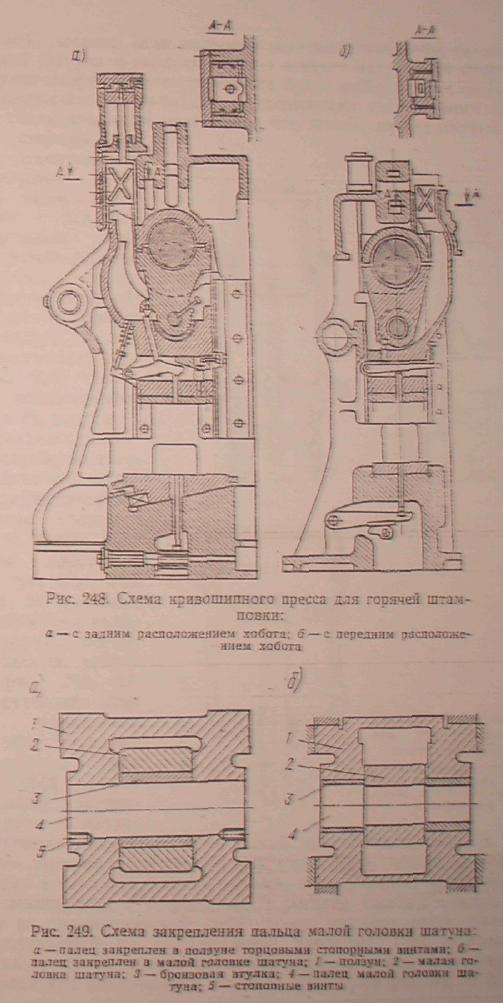
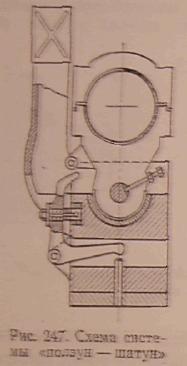
Ползуны горячештамповочных кривошипных прессов, так же как и горизонтальноковочные машины, имеют вынесенные на хоботе дополнительные направляющие салазки (рис. 247) Хобот проходит или с задней стороны пресса (рис. 248, а) за коренным валом (отечественные прессы и .некоторые другие), или спереди с фронтальной стороны пресса (рис. 248, б).
* Поскольку название "макси-прес" является фирменной маркой, то называть так все горячештамповочные кривошипные прессы независимо от их изготовителя неправильно.
Станина имеет верхние (для салазок на хоботе} а нижние (для. собственно ползуна) направляющие. Низшие л верхние направляющие необходимо регулировать одновременно, иначе не будет соблюдена их соосность. Верхние направляющие для салазок на хоботе регулируют только путем установки прокладок; нижние, препятствующие перемещению ползуна вдоль фронта,— устраивают регулируемыми.
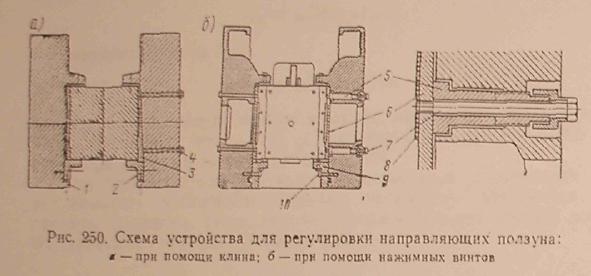
Регулировку производят или при помощи клина 3 (рис. 250, а), положение которого фиксируют болтами 4, проходящими через овальные отверстия в станине, или яря помощи нажимных втулок 5 (рис. 250, б), перемещающих плиту 6 с закрепленными на ней бронзовыми направляющими планками 8. Нужное положение платы фиксируют болтами 7, проходящими
через нажимные втулки 5. Ограничение перемещения ползуна в направлении, перпендикулярном фронту, регулируют только путем установки прокладок с задней стороны между станиной и направляющими бронзовыми плитками, а с передней — между бронзовыми направляющими плитками и съемными планками 9 (см. рис 250), посаженными на станине в шип и закрепленными на ней болтами 10.
Регулировку направляющих от перемещений ползуна поперек фронта (рис 250, а) осуществляют путем перемещения съемных планок 2 при помощи упорных болтов 1. При демонтаже ползуна съемные планки снимают и ползун вынимают с фасадной
стороны. Поэтому удобнее производить демонтаж ползунов, у которых хобот проходит с передней стороны коренного вала. Если хобот проходит сзади, то его невозможно вынуть, не опустив на стол пресса и не демонтировав предварительно палец шатуна через окно в станине, предусмотренное для этой цели (см. рис 255). Приходится раньше снимать коренной4 вал, а потом ползун.
При штамповке центр нагрузки на лобовой поверхности ползуна может быть сдвинут от его оси вперед, в сторону фасада пресса. В этом случае поперечное сечение хобота, расположенного с передней стороны, работает в менее благоприятных условиях при восприятии опрокидывающего момента, чем у хобота, проходящего сзади коренного вала (аналогично тому, как было рассмотрено при работе в верхнем ручье горизонтальноковочных машин).