

Глава VI. Фрикционные молоты
§ 2В. Общие сведения
Фрикционные молоты по способу подъема бабы делятся на молоты с ремнем и с доской. Падение бабы у этих молотов происходит только под действием
собственного веса. Таким образом, энергия удара зависит от веса падающих частей и высоты их падения.
Фрикционные молоты предназначены для штамповочных работ. Принцип работы молотов с ремнем при подъеме основан на трении между вращающимися шкивами и прижимаемым к ним ремнем, к которому прикреплена баба. В настоящее время эти молоты устарели и как производственное оборудование в цехах не устанавливаются. Однако они еще применяются в кустарном производстве.-
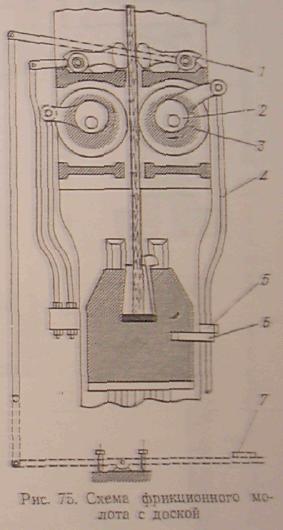
Наибольшее распространение в СССР в настоящее время получили фрикционные молоты с доской (рис. 75). Их преимущество перед паровоздушными молотами состоит в том, что они просты по устройству, дешевы, и не требуют подводки трубопроводов.
§ 29. Фрикционные молоты с доской
Так как фрикционные молоты с доской применяют только для штамповки, то стойки, как и у паровых штамповочных молотов, устанавливают непосредственно на шаботах. Шабот изготовляют весом, равным двадцатикратному весу бабы.
К недостаткам этих молотов следует отнести тихоходность и невозможность регулировать в процессе работы энергию удара *, вследствие этого не следует производить штамповку в многоручьевых штампах с боковыми заготовительными ручьями. При работе с такими ручьями на стойки молота передаются усилия, вызывающие расстройство направляющих, а иногда и их разрушение. Кроме того, стойкость досок при этом резко снижается.
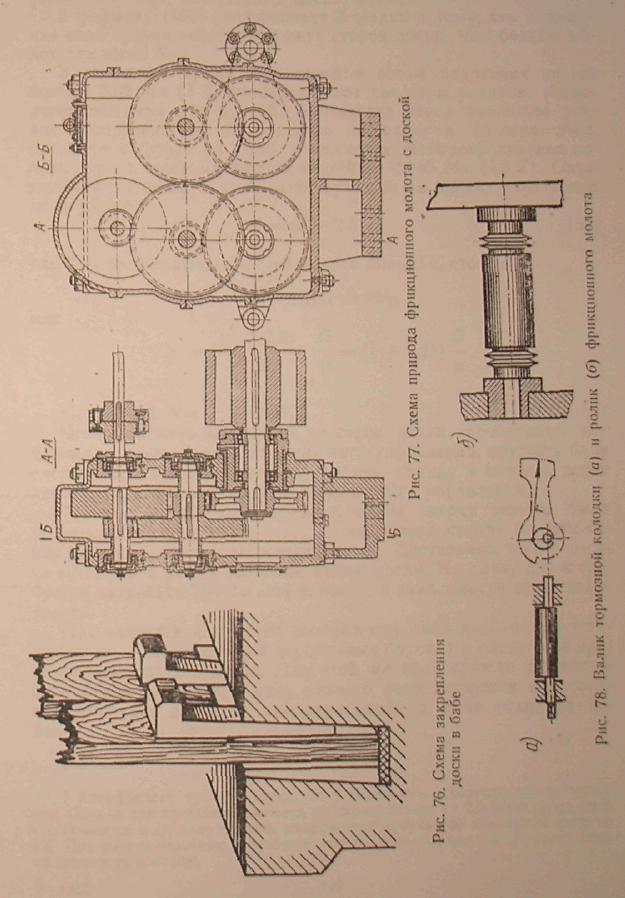
Бабу фрикционного молота делают стальной, кованой или литой. Доски прикрепляют к бабе при помощи клиньев и стальных рифленых плиток (рис. 76). Под торец доски укладывают резиновую прокладку, предохраняющую доску от раскалывания в момент удара.
Доску поднимают при помощи роликов 3, вращающихся в разные стороны (см. рис. 75). В современных молотах ролики приводятся во вращение от индивидуального электродвигателя. Электродвигатель устанавливают в верхней части — головке молота. Направление вращения роликов создается посредством зубчатой передачи (рис. 77). В некоторых случаях — у молотов свыше 0,02 Мн (2 Т) — ставят два электродвигателя отдельно для каждого ролика.
Нажимные ролики фрикционных молотов изготовляют из сталистого чугуна; отливают их пустотелыми. Для предохранения от попадания масла из подшипников скольжения ** на рабочую поверхность роликов (что уменьшит коэффициент трения между доской и роликами) на концах последних делают выступы в виде гармоники (капельники — рис. 78, б): При роликовых подшипниках необходимость в таком устройстве отпадает (см. рис. 77).
Для сближения и раздвижения роликов их цапфы помещают во втулках 2 (см. рис. 75), наружная поверхность которых эксцентрична по отношению к внутренним отверстиям для цапф роликов. Втулки расположены в головке молота, причем у переднего ролика они соединены рычагами с тягой управления 4. При повороте передних втулок перемещается ось переднего ролика 3. Втулки заднего ролика во время работы молота остаются неподвижными, а следовательно, задний ролик в процессе нажима играет пассивную роль. Он перемещается только при регулировании зажима доски в зависимости от ее толщины. Доску зажимают так, чтобы она не изгибалась.
Для держания бабы на весу в этих молотах имеются тормозные колодки 1. Задняя колодка так же, как и задний ролик, во время работы не управляются и ее положение устанавливается
* Если процесс падения бабы притормаживать, т. е. нажимать на педаль не полностью, то доски сильно изнашиваются.
** В настоящее время вместо подшипников скольжения устанавливают роликовые подшипники.
Тормозные колодки посажены на валики. Последние имеют эксцентрично расположенные цапфы (рис 78, а). Валик передней колодки 1 (см. рис 75) посредством рычага и тяги соединяется с педалью 7. При нажатой педали тормозная колодка отодвинута и доска может свободно проходить между колодками в обе стороны (вверх и вниз).
Доски для фрикционных молотов изготовляют из бука или белого клена. Они должны быть воздушносухими (15—18% влажности). Более влажные доски, высыхая, коробятся; пересушенные— быстрее изнашиваются. Доски не должны иметь сучков и других дефектов; толщина их принята в пределах 30— 40 мм.
В зависимости от размера молота подбирают доски соответствующей ширины. Например, для молота 15 кн (1,5 T) требуется доска шириной 400 мм; ее приходится составлять из нескольких досок, в противном случае она коробится и при зажатии между роликами или тормозом трескается. Ширина каждой из составных досок равна 115—200 мм. Доски между собой не соединяют, а крепят только к бабе.
Хорошая стойкость доски равна 50—60 рабочим часам. Чем больше молот, тем стойкость доски меньше. Стойкость зависит от правильности установки доски и наладки молота. При недостаточно тщательной наладке средняя стойкость доски иногда составляет только около 20 рабочих часов. Поэтому, исходя из потребности производства, на складе должен быть запас досок, но не более чем на трое-четверо суток, иначе они не будут удовлетворять техническим требованиям (слишком сухие трескаются, очень влажные коробятся). Доски следует хранить на ровных стеллажах в определенном порядке.
В процессе работы доски не только ломаются, но в основном изнашиваются роликами. Последнее происходит в местах наибольшего проскальзывания (на участке разгона Н1, см. далее рис 80). Иногда, например, когда близок конец смены и нежелательно останавливать молот, изношенные доски не заменяют, а проглаживают раскаленной стальной полосой, поджигая доску для выравнивания ее толщины.
Доски, бывшие в употреблении, лучше всего перестрогать на меньшую допустимую толщину и хранить отдельно от новых.
Чтобы доска сильно не изнашивалась от действия роликов, нужно допускать их удельную нагрузку на доску не больше' определенной допустимой величины. Максимальная подъемная сила Р

Чтобы сменить вышедшие из строя доски, необходимо выключить ролики путем поднятия тяги управления, опустить бабу слабым нажатием на педаль, выбить клинья и вывести доски кверху, включив ролики, т. е. опустив тягу управления.
Техника безопасности требует, чтобы сверху молота была установлена сетка (например, из полосовой стали) во избежание падения выведенных кверху досок. Достаточно, чтобы высота сетки была равна половине длины доски. На смену досок требуется затратить 10—15 мин и более, в зависимости от их количества.
При зачистке или смене штампа под бабу необходимо устанавливать подставки (два деревянных бруска) и следить за правильностью их установки. Для этой же цели служат механические приспособления в виде разного рода задвижек или собачек. У педали делается предохранитель в виде откидной собачки.