

2.Накатывание резьбы – метод пластического деформирования материала изделия:
- накатные плашки;
- накатные ролики;
- резьбонакатные головки.
Шлифование резьбы мелкозернистыми резьбошлифовальными кругами однониточными и многониточными.
По форме профиля резьбы бывают:
-
треугольные (![]() )
(угол профиля, равный
)
(угол профиля, равный
![]() – метрическая резьба; угол профиля,
равный
– метрическая резьба; угол профиля,
равный
![]() –
дюймовая резьба);
–
дюймовая резьба);
- трапецеидальная;
- прямоугольная;
- круглая;
- радиусная;
- упорная.
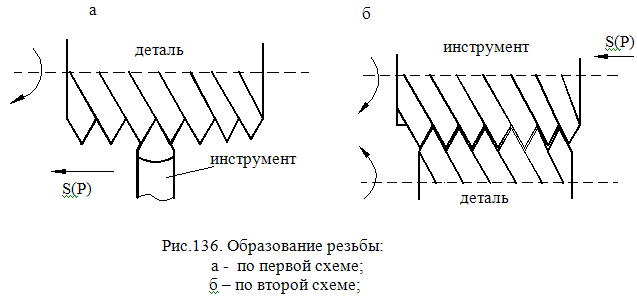
Получили наибольшее распространение две схемы обработки резьбы (см. рис.136).
а – первая схема: инструмент (или заготовка) совершают винтовые движения с параметром, равным параметру резьбы.
б – вторая схема: инструмент вращается относительно своей оси (скорость резания) плюс винтовое движение подачи, ось которого совпадает с осью детали
Поверхность 7-8ст.точности.
Главным движением является – подача (раная шагу)
Резьбонакатывание - является наиболее производительным методом резьбообразования. Производится на специальных накатных станках плоскими плашками или на обычных токарных, сверлильных, болторезных и револьверных станках и токарных автоматах, а также вручную резьбонакатными головками и круглыми накатными плашками.
При накатывании резьба образуется методом пластического деформирования за счет вдавливания резьбы плашки или ролика в металл заготовки, благодаря чему наружный слой заготовки принимает форму резьбы с уплотненными поверхностными слоями и неперерезанными волокнами, что способствует повышению прочности резьбы.
Метод более производителен (в 3 … 10 раз), по сравнению с резьбонарезанием. Шероховатость поверхности накатанной резьбы Ra = 1,25 …0,32 мкм, точность 6 … 7 квалитет.
Накатывание резьбы роликами по сравнению с накатыванием плашками имеет следующие преимущества:
1.Ролики допускают обработку резьбы на деталях диаметрами 2 … 60 мм; плашки – 3 … 24 мм.
2.Работают с относительно малыми радиальными силами, возникающими в процессе накатывания, а потому можно получать резьбу на трубчатых и тонкостенных деталях, а также на деталях с повышенной твердостью (HRC = 37…40).
3.При накатывании роликами интенсивность пластической деформации зависит от окружной скорости их вращения и радиальной подачи, таким образом за счет изменения режимов накатывания можно получать резьбы на деталях, сделанных из малопластичных материалов.
4.Малые габариты, простота наладки и обслуживание роликовых станков.
5.Более высокая точность резьбы по сравнению с резьбой, полученной шлифованием на резьбошлифовальных станках.
Недостатки: пониженная производительность (60…80 шт/мин против 100…120 шт/мин накатывания плашками) и невозможность накатывания деталей большой длины.
Накатные ролики обычно работают комплектами из 2 – 3 – 4 шт. и более. Плашки– комплектом из 2-х штук.
Силовые и скоростные зависимости при резьбонарезании
- При нарезании резцами скорость может быть 200-250 м/мин
- метчиками 6-12 м/мин
- плашками 3-6 м/мин
Скорость
может определяться по эмпирической
формуле: ![]()
Мощность
резания:![]() ;
;
![]()
Машинное
время при нарезании резцами: ![]() ;
q
– число заходов резьбы; i
– число рабочих ходов.
;
q
– число заходов резьбы; i
– число рабочих ходов.