

2. Формообразование резьбовых поверхностей. Оборудование и основные инструменты.
Обработка резьбы на деталях может осуществляться резанием или давлением.
Образование резьбы внутренней и наружной производится тремя методами:
1.Нарезание резьбы режущим инструментом:
- резьбовые резцы - предназначены для нарезания наружной и внутренней резьбы различных профилей: остроугольного, трапецеидального, прямоугольного и так далее (стержневые, призматические, круглые);
- гребенки - многониточные резцы (6 – 8 витков), плоские – стержневые, призматические; круглые с кольцевой или винтовой нарезкой;
Особенностями процесса является срезание тонких стружек и участие в процессе резания сразу нескольких лезвий. Что затрудняет процесс стружкообразования. Подача назначается по шагу резьбы.
Резьбы нарезаются фасонными резцами, заточенными поп профилю резьбы.
При нарезании резьб с крупным шагом, обработка производится за несколько переходов, в начале прорезается начальная канавка с профилем параллельным или подобным профилю резьбы и затем производится обработка чистовым резцом.
- метчики - предназначены для нарезания или калибрования резьбы в отверстиях, представляет собой винт, снабженный продольными прямыми или винтовыми канавками, образующими режущие кромки (ручные (диаметр меньше 52 мм); гаечные (диаметр меньше 52 мм); машинные (диаметр меньше 60 мм); калибровочные; регулируемые; самооткрывающиеся; для нарезания цилиндрических трапецеидальных и конических трапецеидальных резьб;
1
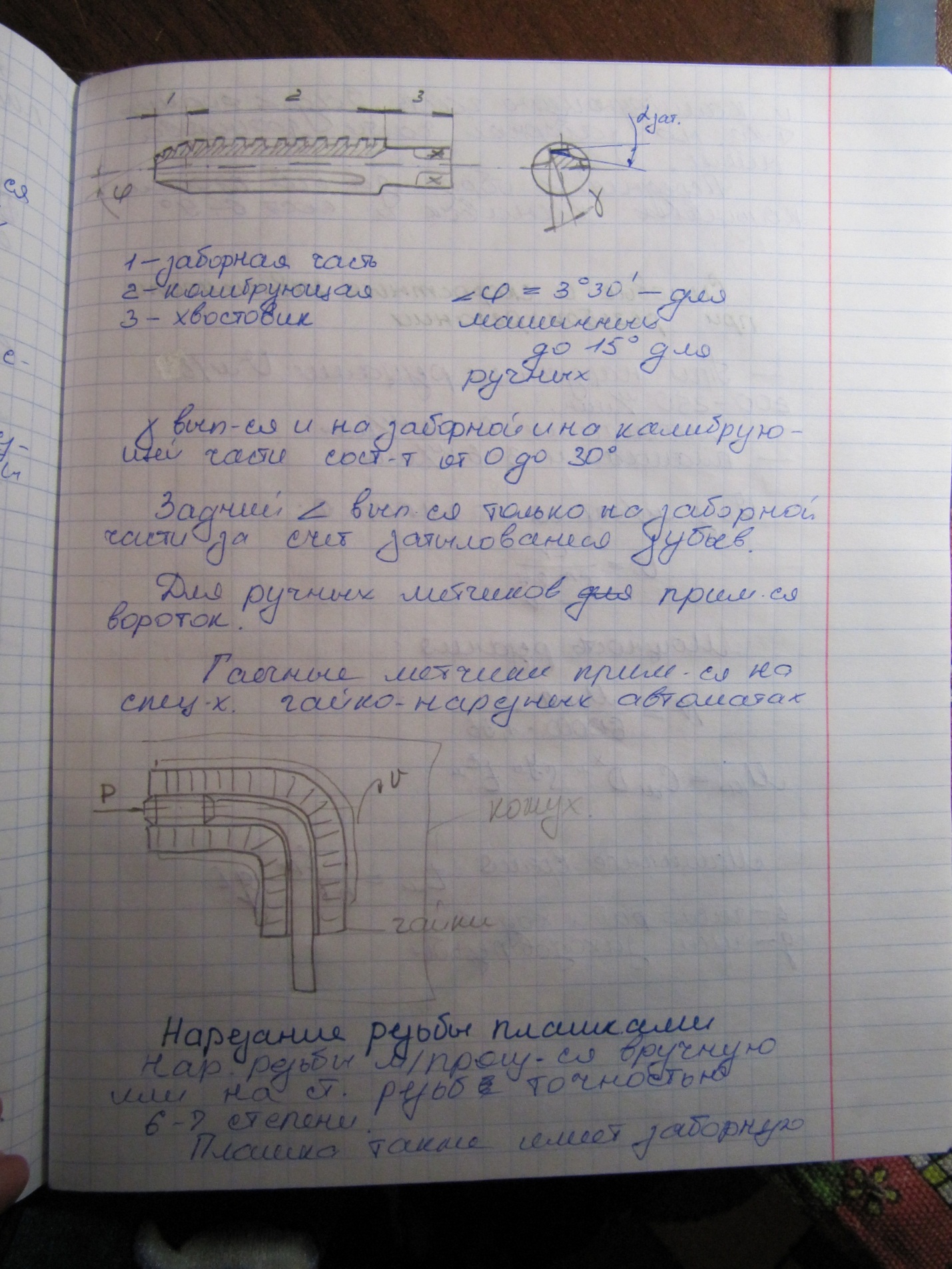
– заборная часть <![]() =
=![]() - для машинных
- для машинных
2
– калибрующая до ![]() - для ручных
- для ручных
3 – хвостовик
Угол
γ выполняется и на заборной и на заборной
и на калибрующей части, составляет от
0 до ![]() .
.
Задний < выполняется только на заборной части за счет затылования зубьев.
Для ручных метчиков применяется воротник.
Гаечные метчики применяются на специальных гайконарезных автоматах.
- резьбонарезные плашки - предназначаются для нарезания или калибрования наружной резьбы на цилиндрических и конических деталях типа болтов, винтов и так далее (круглые, квадратные и шестигранные, трубчатые, раздвижные (только для ручного нарезания), 6-7ст.точности;
- фрезы - дисковые (однониточные) – для нарезания резьбы с крупным шагом (более 5 мм) и большой длины; гребенчатые (цилиндрические) – для нарезания резьбы с мелким шагом (до 6 мм) и небольшой длины. После фрезерования резьба имеет параметр шероховатости Ra = 6,3…1,25 мкм.
При фрезеровании дисковыми фрезами инструмент вращается, а заготовка подается по винтовой линии согласно шагу нарезаемой резьбы. При фрезеровании гребенчатыми фрезами: заготовка и фреза вращаются; одновременно заготовка или фреза (в зависимости от конструкции станка) перемещается в осевом направлении. Каждому обороту заготовки соответствует перемещение на один шаг;
- резьбонарезные головки – в зависимости от расположения резцов (плашек, гребенок) и направления подачи различают: радиальные; тангенциальные; с круглыми резцами (гребенками).