5.10 Назначение и разновидности зубообрабатываюших станков
Зубообрабатывающие станки предназначены для нарезания и отделки зубьев колес различных передач. По виду обработки и инструмента различают следующие зубообрабатывающие станки: зубофрезерные, зубострогальные, зубопротяжные, зубошлифовальные и другие.
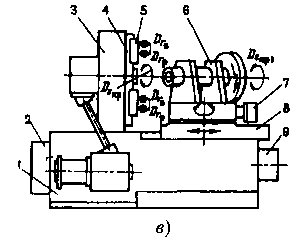
Зубофрезерные станки Предназначены для нарезания цилиндрических колес внешнего зацепления с прямыми и косыми зубьями и червячных колес. На рис. а показан зубофрезерный полуавтомат. На станине 1 слева установлена неподвижная стойка 3. Фрезу, закрепленную на оправке, устанавливают в шпинделе фрезерного суппорта 5, который перемещается по вертикальным направляющим стойки. Суппорт может поворачиваться в вертикальной плоскости. Заготовку закрепляют на оправке вращающегося стола 8. На корпусе стола, перемещаемом по горизонтальным направляющим станины, установлены задняя стойка б с подвижным кронштейном 7 для поддержания верхнего конца оправки. В станине расположена коробка скоростей 2, с помощью которой устанавливают частоту вращения шпинделя. С помощью коробки подач устанавливают скорость вертикального движения подачи фрезы или скорость горизонтального (радиального) движения подачи заготовки. К неподвижной стойке корпуса прикреплен пульт управления 4 станком.


Предназначены для нарезания цилиндрических зубчатых колес внешнего и внутреннего зацепления с прямыми и косыми зубьями. На этих же станках можно нарезать блоки зубчатых колес с малым расстоянием между венцами колес, а также шевронные колеса. На рис. б показан вертикальный зубодолбежный станок. Станина станка состоит из двух частей: нижней 1 и верхней 2. Долбяк, закрепленный в шпинделе 6, получает вращательное и одновременно возвратно-поступательное движения. Суппорт 4 перемещается по направляющим станины 2 в поперечном направлении. Заготовку закрепляют на шпинделе стола 7 и сообщают ей вращательное движение. Кроме того, заготовка имеет возвратно-поступательное движение в горизонтальной плоскости для отвода заготовки от долбяка перед каждым его вспомогательным ходом. Гитара скоростей 8 предназначена для изменения частоты двойных ходов в минуту долбяка. Гитара деления 3 сообщает долбяку окружную скорость для автоматического деления заготовки на заданное число зубьев. С помощью механизма подачи 5 устанавливают радиальную подачу долбяка.
Зубострогальные станки Применяют для нарезания конических зубчатых колес. На рис. в показан зубострогальный станок. На станине 1 слева расположена стойка 3 с люлькой 4. По направляющим люльки перемещаются два резцовых суппорта 5, несущие зубострогальные резцы. Резцы попеременно совершают возвратно-поступательное движение в направлении к вершине конусов конических колес плоского и заготовки. Частоту двойных ходов резцов в минуту устанавливают настройкой гитары скоростей 2. Люлька смонтирована на планшайбе и при обкатке вращается вокруг горизонтальной оси, имитируя вращение плоского конического колеса. В шпинделе делительной бабки б на оправке закрепляют заготовку. Салазки 8 делительной бабки, перемещаясь по продольным направляющим станины, подводят заготовку к резцам и отводят ее от них. Величина подвода и отвода заготовки регулируется с помощью механизма 9. Настройкой гитары деления 7 заготовке при отводе ее от резцов сообщают поворот на один угловой шаг, т.е. на 1/z оборота. Делительная бабка 6 может поворачиваться вокруг вертикальной оси для установки оси шпинделя (заготовки) под углом φ (угол при вершине конуса нарезаемого колеса) к оси люльки. Делительная бабка 6 может поворачиваться вокруг вертикальной оси для установки оси шпинделя (заготовки) под углом φ (угол при вершине конуса нарезаемого колеса) к оси люльки.
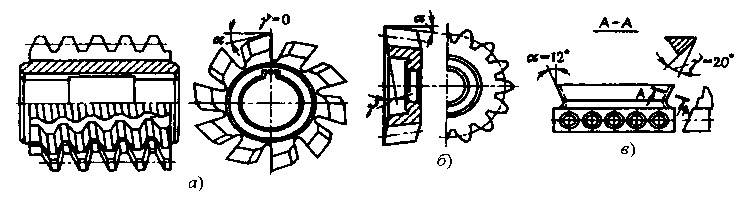
РЕЖУЩИЕ ИНСТРУМЕНТЫ ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС ПО МЕТОДУ ОБКАТКИ. Червячная модульная фреза (рис. а) представляет собой винт с прорезанными перпендикулярно к виткам канавками. В результате этого на червяке образуются режущие зубья, расположенные по винтовой линии. Профиль зуба фрезы в нормальном сечении имеет трапецеидальную форму и представляет собой зуб рейки с передним у и задним а углами заточки. Червячные фрезы изготовляют однозаходными и многозаходными. Чем больше число заходов, тем выше производительность фрезы, но ниже точность. Червячными модульными фрезами нарезают цилиндрические колеса с прямыми и косыми зубьями и червячные колеса.
Зуборезный долбяк (рис. б) представляет собой зубчатое колесо, зубья которого имеют эвольвентный профиль с передним у и задним а углами заточки. Различают два типа долбяков: прямозубые для нарезания цилиндрических колес с прямыми зубьями и косозубые для нарезания цилиндрических колес с косыми зубьями.
Зубострогальный резец (рис. в) имеет призматическую форму с соответствующими углами заточки и прямолинейной режущей кромкой. Передний γ и задний α углы образуются при установке резца в резцедержателе станка. Эти резцы применяют попарно для нарезания конических зубчатых колес с прямыми зубьями.
Режущие инструменты, работающие по методу обкатки, позволяют нарезать одним инструментом данного модуля колеса того же модуля с любым числом зубьев.