

5.6.Делительные головки и их ностройка
При обработке поверхностей на фрезерных станках широко применяются делительные головки.
Делительные головки применяют на фрезерных станках для работ, связанных с периодическим поворотом детали на равные или неравные части или требующих непрерывного вращения заготовок. С помощью этих головок можно обрабатывать зубчатые колеса, винтовые канавки, шлицевые валики, лыски, а также устанавливать деталь под требуемым углом относительно стола станка.
Различают делительные головки следующих типов:
простые (для непосредственного деления),универсальные (лимбовые и без-лимбовые), оптические.
Головки для непосредственного деления используют при делении заготовок на небольшое число частей. На шпинделе такой головки закреплен диск с определенным числом канавок или пазов, куда попадает фиксатор. Диски могут быть сменными. Шпиндель вместе с делительным диском поворачивают вручную. Делительные головки могут быть и многошпиндельными. Безлимбовые делительные головки применяют очень редко; в них отсутствуют делительные диски, а настройка на деление происходит с помощью гитар сменных колес. Наиболее распространены универсальные лимбовые и оптические делительные головки.
5.7.Строгание и долбление
Строгальные и долбежные станки предназначены для обработки резцами плоскостей и фасонных линейчатых поверхностей, канавок, пазов в условиях единичного и мелкосерийного производства. Станки этой группы характеризуются главным возвратно-поступательным движением, которое может сообщаться заготовке или режущему инструменту. Строгальные станки подразделяются на продольно-строгальные и поперечно-строгальные. Продольно-строгальные станки предназначены для обработки крупных заготовок. По конструкции продольно-строгальные станки бывают одно- и двухстоечные. Основными параметрами продольно-строгальных станков являются наибольшая длина (ход стола) и ширина строгания, максимальная высота подъема поперечины. В современных станках наибольшая длина строгания - 2 ... 25 м, наибольшая ширина строгания - 0,6 ... 5 м, наибольшая высота подъема поперечины — 0,55 ... 4,5 м. Движение резания в продольно-строгальных станках сообщается заготовке, закрепленной на столе станка. Поперечно-строгальные станки служат для обработки мелких и средних деталей. Основным параметром этих станков является наибольшая длина хода ползуна — 200... 1000 мм. Главное движение сообщается инструменту. Долбежные станки в основном применяют для обработки сложных внутренних контуров. Их параметрами являются: наибольший ход долбяка — 100... 1600 мм, диаметр стола — 240... 1600 мм.
аводов. Такая обработка связана с удалением с заготовки больших объемов металла. По сравнению с другими технологическими методами формообразования строгание экономически более выгодно вследствие простоты конструкции и малой стоимости режущего инструмента. Строганием образуют (рис. 1) вертикальные 1, горизонтальные 2 и наклонные 3 поверхности, уступы 7, пазы 5, канавки 4 и реже — криволинейные поверхности 6. Для формообразования плоской горизонтальной поверхности резец совершает возвратно-поступательное движение, являющееся главным движением резания Dr, и характеризуется скоростями рабочего хода vp (скоростью резания) и холостого хода vx. Прямолинейное прерывистое движение заготовки или инструмента является движением подачи Ds. При строгании плоскости (рис. 2) заготовке и инструменту сообщаются два согласованных между собой движения — движение резания в горизонтальной плоскости и движение подачи. Движение подачи происходит в тот момент, когда инструмент находится в крайнем правом положении и не касается заготовки. Глубина резания t - наибольшее расстояние, на которое проникает режущая кромка в заготовку, измеряется в плоскости, перпендикулярной направлению подачи. При строгании плоскости резец устанавливают на глубину t и сообщают ему (или заготовке) поступательное движение со скоростью рабочего хода vp время которого по всей длине заготовки срезается стружка. После этого резец со скоростью vx возвращается в исходное положение — холостой ход. Для уменьшения потери времени, затрачиваемого на возвращение резца в исходное положение, скорость холостого хода vx должна быть больше скорости рабочего хода vp

Долбление отличается от строгания тем, что главное движение резец совершает в вертикальной плоскости. Так же как и при строгании, долблением обрабатываются вертикальные и наклонные плоскости, пазы, фасонные поверхности.
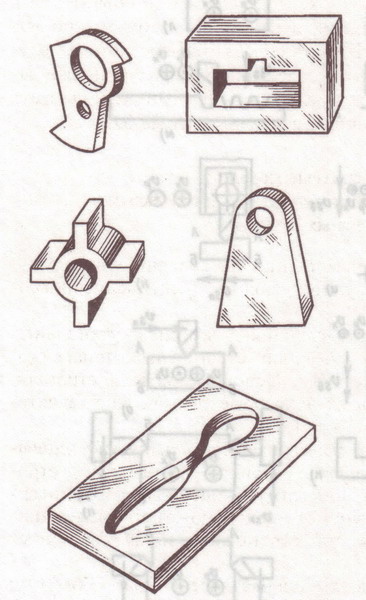
Рис 4. Детали, обработанные на долбежном станке. Сложные контурные поверхности, шпоночные пазы и другие криволинейные контуры в цилиндрических и конических отверстиях предпочтительнее выполнять на долбежных станках, так как это технологически проще. На рис. 4 показаны детали, обработанные на долбежных станках без применения сложных приспособлений. Долбежный станок имеет продольную, поперечную и круговую подачу стола. Это позволяет обрабатывать с одной установки несколько простых и сложных поверхностей заготовки при последовательном включении то одной, то другой подачи стола. На долбежном станке можно одновременно обрабатывать несколько заготовок, собранных в пакет, при этом можно накладывать наверх пакета обработанную заготовку, которая служит шаблоном при обработке последующих. При установке заготовки обработанные ранее поверхности следует использовать при долблении как установочные и измерительные базы.