

Раздел 1. Светолучевая сварка
1.1 Светолучевая технологическая установка. Принципиальная оптическая схема
Светолучевой сваркой называется сварка металлов, когда световое излучение используется в качестве источника тепла.
Под термином «сварка» будем иметь в виду четыре технологических процесса: сварка, резание, термообработка, и наплавка, а когда будет идти речь о конкретном процессе, то уточним его соответствующим термином.
Принципиальная схема светолучевой установки показана на рис. 1-1
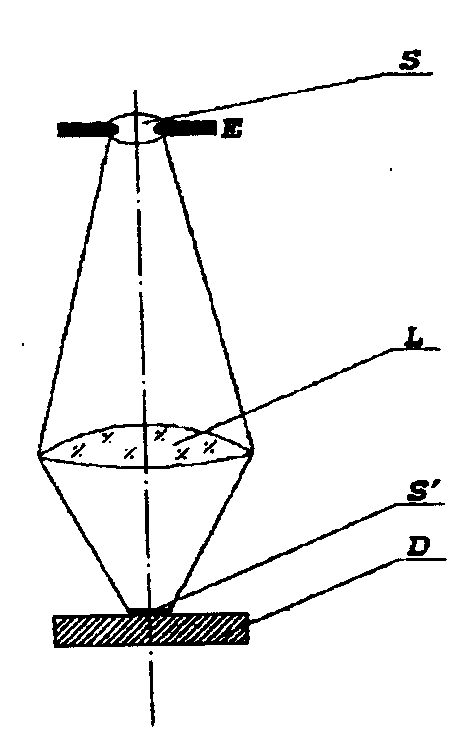
Рис. 1-1. Принципиальная схема светолучевой установки
а ее оптическая схема - на рис. 1-2.
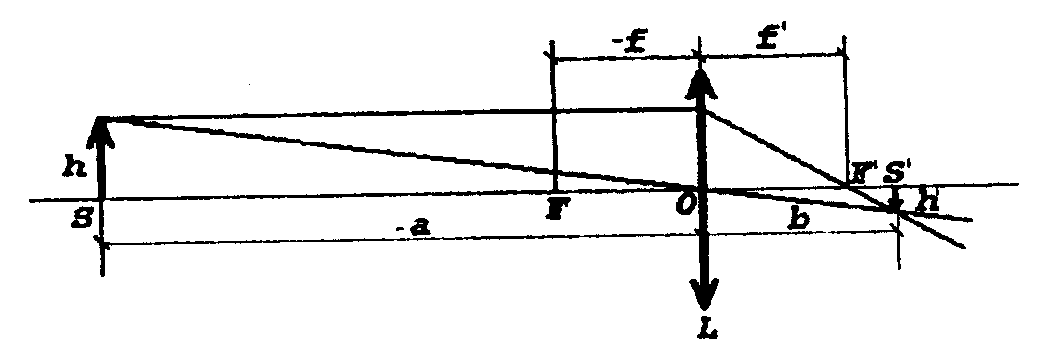
Рис. 1-2. Оптическая схема светолучевой установки
В
светолучевой сварочной установке
источник света
 изображается линзой
изображается линзой
 в плоскости, в которой плотность мощности
(освещенность)
в плоскости, в которой плотность мощности
(освещенность)
 [Вт/см] – максимальна. Сварные детали
предварительно собирают и размещают
так, чтобы место сварки совмещалось с
изображением источника
[Вт/см] – максимальна. Сварные детали
предварительно собирают и размещают
так, чтобы место сварки совмещалось с
изображением источника
 .
При точечной сварке деталь облучают
столько времени, чтобы металл растопился,
и образовалось сварное соединение; при
шовной сварке – детали перемещаются с
такой скоростью, чтобы металл успел
растопиться и образовать сварное
соединение.
.
При точечной сварке деталь облучают
столько времени, чтобы металл растопился,
и образовалось сварное соединение; при
шовной сварке – детали перемещаются с
такой скоростью, чтобы металл успел
растопиться и образовать сварное
соединение.
1.2 Нагрев тонкой пластины светом
Чтобы выявить основные требования к
параметрам источника света и оптической
системы сварочной установки, рассмотрим
нагрев тонкой пластины толщиной
 .
На рис.1-3 а показана такая пластина, на
которую падает световой пучок мощностью
.
На рис.1-3 а показана такая пластина, на
которую падает световой пучок мощностью
 с радиусом сечения на поверхности
пластины
с радиусом сечения на поверхности
пластины
 .
Допустим, что, поскольку толщина пластины
мала, то тепло достаточно быстро
распространяется от верхней облучаемой
поверхности к нижней, так что изменением
температуры по толщине пластины мы
пренебрегаем. Допустим также, что
плотность мощности распределена
равномерно в световом пятне и равна
какой-то величине
,
а за световым пятном равна нулю. Вследствие
распространения тепла в соседние участки
пластины, где
.
Допустим, что, поскольку толщина пластины
мала, то тепло достаточно быстро
распространяется от верхней облучаемой
поверхности к нижней, так что изменением
температуры по толщине пластины мы
пренебрегаем. Допустим также, что
плотность мощности распределена
равномерно в световом пятне и равна
какой-то величине
,
а за световым пятном равна нулю. Вследствие
распространения тепла в соседние участки
пластины, где
 ,
температура по радиусу будет уменьшаться
так, как показано на рис. 1-3 б.
,
температура по радиусу будет уменьшаться
так, как показано на рис. 1-3 б.
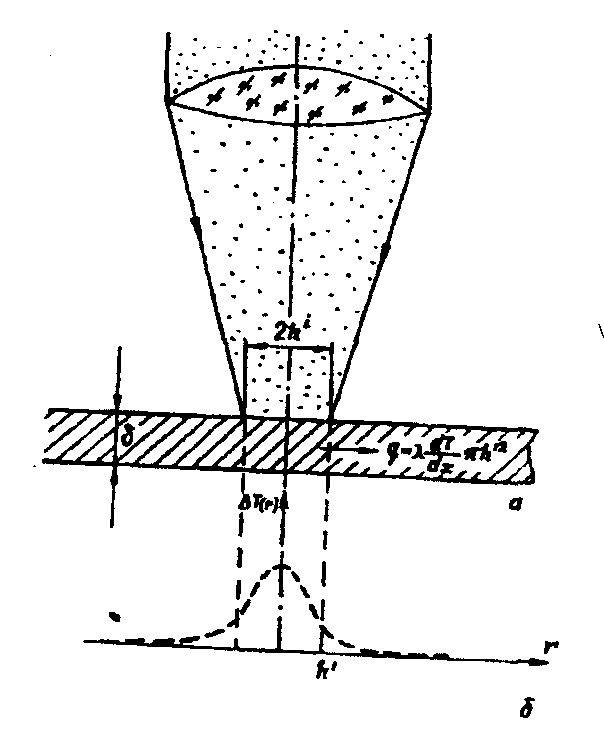
Рис. 1-3. Схема нагрева тонкой пластины бесконечных размеров сфокусированным световым пучком: а) схема распространения тепла в пластине б) распределение температуры по радиусу зоны нагрева.
Определим среднее увеличение температуры
металла
 в пределах столба, ограниченного радиусом
и высотой
,
т.е. расположенного под участком
поверхности пластины, которая облучается.
в пределах столба, ограниченного радиусом
и высотой
,
т.е. расположенного под участком
поверхности пластины, которая облучается.
Количество тепла, поглощенное металлом:

где
 – поглощающая способность облучаемой
поверхности;
– мощность светового пучка, падающего
на облучаемую поверхность;
– поглощающая способность облучаемой
поверхности;
– мощность светового пучка, падающего
на облучаемую поверхность;
 – время облучения. Поглощенное количество
тепла разделим на две составляющие:
первая часть – количество тепла
– время облучения. Поглощенное количество
тепла разделим на две составляющие:
первая часть – количество тепла
 ,
которое сосредоточено под участком
облучаемой поверхности, и вторая – то
количество тепла, которое распространилось
за пределы этого объема. Вычислим их.
Количество тепла, сосредоточенного в
кольце радиуса
,
которое сосредоточено под участком
облучаемой поверхности, и вторая – то
количество тепла, которое распространилось
за пределы этого объема. Вычислим их.
Количество тепла, сосредоточенного в
кольце радиуса
 ,
толщиной
,
толщиной
 и высотой
будет:
и высотой
будет:

где
 – изменение температуры кольца за время
;
– изменение температуры кольца за время
;
 и
и
 – плотность и теплоемкость материала
пластины.
– плотность и теплоемкость материала
пластины.
Интегрируя это соотношение по радиусу пятна облучения, при этом считая, что оно имеет форму круга, а также, используя теорему о среднем, получим:
 (1.1)
(1.1)
Количество тепла
 определяется тепловым потоком на
границе зоны облучения:
определяется тепловым потоком на
границе зоны облучения:
 (1.2)
(1.2)
где
 – среднее значение градиента температуры
за время
при значении радиуса
– среднее значение градиента температуры
за время
при значении радиуса
 .
Учитывая это соотношение, количество
тепла
будет:
.
Учитывая это соотношение, количество
тепла
будет:
 (1.2.1)
(1.2.1)
Пренебрегая теплообменом с окружающей
средой и световым излучением, уравнение
теплового баланса будет:
 ,
подставив в которое значение составляющих,
получим:
,
подставив в которое значение составляющих,
получим:

Из него имеем:
 (1.3)
(1.3)
Следовательно,
увеличение температуры
 для пластины с данного металла (т.е.
известных
и
)
и заданной толщины
тем больше, чем больше плотность тепловой
мощности
в световом пятне и чем меньше теплоотвод
из зоны нагрева (второе слагаемое в
прямых скобках в уравнении (1.3)). В свою
очередь,
прямо пропорциональна мощности пучка
,
поглощательной способности металла
и обратно пропорциональна квадрату
радиуса
светового пучка на облучаемой
поверхности, а теплоотвод пропорционален
среднему градиенту температурной
границы зоны нагрева за время
и обратно пропорционален радиусу этой
зоны. Следовательно, требования к радиусу
противоречивы и, наверное, вследствие
этого
для пластины с данного металла (т.е.
известных
и
)
и заданной толщины
тем больше, чем больше плотность тепловой
мощности
в световом пятне и чем меньше теплоотвод
из зоны нагрева (второе слагаемое в
прямых скобках в уравнении (1.3)). В свою
очередь,
прямо пропорциональна мощности пучка
,
поглощательной способности металла
и обратно пропорциональна квадрату
радиуса
светового пучка на облучаемой
поверхности, а теплоотвод пропорционален
среднему градиенту температурной
границы зоны нагрева за время
и обратно пропорционален радиусу этой
зоны. Следовательно, требования к радиусу
противоречивы и, наверное, вследствие
этого
 имеет максимум. Но его значения зависят
от условий нагрева и теплопроводности
металла, который нагреваем.
имеет максимум. Но его значения зависят
от условий нагрева и теплопроводности
металла, который нагреваем.